Button collectors, like all collectors, are varied in their focus. However, most share an interest in where and when their buttons were made and also what they are made from. So although this is an Australian focused blog the history of the industry in other countries is also of interest.
In this and the following sub-pages I’ll summarise and explore the history of button manufacturing around the word with the influence of advances in technology, changes in fashion, political interference in trade, the effects of war, both locally and globally. The history of one industry shines a light on out collective past.
Diderot’s Encyclopaedia

Diderot, by Louis-Michel van Loo, 1767.
The encyclopaedia was published between 1751 to 1772 with Diderot as the main editor and also the writer of many of the entries. The prints shown here date to 1763. It was not the first such work, but was significant for its scope and breadth. It encompassed 28 volumes, including 71,818 articles and 3129 illustrations. It aimed to incorporate and summarise all of the world’s knowledge and by secular philosophy and political thinking, to challenge and “change the way people think”. The anti-establishment tone of many articles brought it into conflict with the Roman Catholic Church in France, and the withdrawal of the favour of the original patron, King Louis XV. It may not be appreciated that Louis XV was a keen patron of the Sciences, including cartography, exploration, watch making, and botany during the ‘Age of Enlightenment’.
Despite the withdrawal of royal approval, and its listing as a prohibited publication by the Church, it continued to be published and widely available. The Encyclopaedia is seen as an influence for the French revolution by its emphasis on political theories such as a shift of power and rights to the people, and by its overall tone promoting societal reform.
See:
https://en.wikipedia.org/wiki/Encyclop%C3%A9die
The French Revolution & What Went Wrong, a book by Stephen Clarke
Passmentier (passmenterie/passmentarie):
The Encyclopaedia described this as “art of executing a large number of small works designated under the generic name of passemens”. This included cords, lace (passement is an early French word for lace), fringes, tassels, borders, ribbons and buttons, made from all types of yarns (including metallic) for decorating clothing and soft furnishings. Woollen yarn was the earliest main yarn to be used, with silk, metallic threads and cotton coming later. The work could be embellished with paste, beads, or sequins. The industry was dominated by the French from the 16th century through to the 1930s when changes in fashion almost spelt the end of the craft. The craft also existed in England, Italy and Spain.
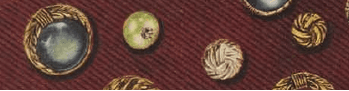
Passmenterie buttons may date from around 1500. They were described as fashionable in Britain from around 1568 by John Stow, historian. During the 17th century, Passmenterie buttons “were made from braids, threads and fabrics drawn over moulds and matching the garment material” according to Primrose Peacock from her book ‘Discovering Old Buttons’.

(Button-maker, Lace-maker)Date of print: 1763.



Translation as obtained by the National Button Society and appearing in their National Button Bulletin of July 1946.

“Button-maker, Lacemaker”

Translation as obtained by the National Button Society and appearing in their National Button Bulletin of July 1946. Details enlarged below.


Note that passmenterie style buttons were made to imitate the look of fabric.

“Button-maker, maker of button moulds”

Translation as obtained by the National Button Society.

“Button-maker, maker of button moulds”

Translation as obtained by the National Button Society and appearing in their National Button Bulletin of July 1946.

Buttonmaker, in metal. “Buttons in this shop are made out if resin applied to a metal shank. The artisan with his hammer raised is about to punch out a disk if metal, to be handed to the second man who immerses it in a little tub of resin kept molten on the brazier which sits before him on the table, and then presses in the design from an appropriate mould. When cool, the buttons are buffed and polished at the window.”


Quoting from ‘A Structural and Functional Analysis of Eighteenth Century Buttons’ by Stephen Hinks 1988 , “for most of the eighteenth century thin domed brass, silver, and rarely pewter faces were applied over bone or wood button backs. The button faces were normally hand-stamped into the desired shapes, although occasionally the faces were cast. These faces were filled with clay or resinous filler to provide added strength, and then crimped over the button backs.” The translation does not mention what form the shanks took, however, quoting again, “Initially (from 1750) the bone or wood button backs on these stamped brass buttons had four holes … Catgut was sewn through these four holes to form the shank, and was knotted on the inside of the button. The interior of the button was filled with a type of cement, normally of a resinous or asphaltum base, before the brass face was applied … (later) the catgut was replaced with thin brass wire, secured in the same way … (later again) the four holes (in the mould) were replaced with one central hole. A wire shank was attached to the button through this hole with the ends of the shank bent against the button back interior … By the late 1770s each of these shank varieties was in use, with the eyed shanks becoming more widespread.”
Edinburgh Encyclopaedia
This encyclopaedia was published 1808-1830 by William Blackwood with editor Sir David Brewster in 18 volumes. It contained many scientific articles and included information on button manufacturing.

This machine is a foot operated treddle-powered lath for making button moulds. The cutting tool drilled a hole into the centre of a piece of bone or wood, whilst simultaneously cutting out the circumference of the mould. The article mentioned that at the time of printing moulds were only being used for fabric covered buttons to match the garments. “They were formerly covered with the most costly materials, by women, who were seated around a table, and each had a large needle fixed in the able opposite the part where she was seated, and also a bobin, containing thread to cover the button.” The thread could be silk, mohair or gold, and were woven over the mould in various patterns. Fancy examples were further ornamented by wire, or gold or silver covered threads. After singeing to removed projecting fibres, the buttons were polished by shaking in a bag of bread crumbs! The process of weaving around the moulds are illustrated below. ” … this art is now obsolete… many thousands (of patterns) in vogue thirty years since…”

The diagram below shows a press used for shaping horn buttons on the left. The contraption on the right is for drilling 4 holes into “sailors’ buttons”

Cow hoofs were softened in boiling water then cut into slices, then squares, then trimmed into octagons the size of the intended buttons. After dying and drying, they were pressed between the plates that held multiple dies containing the impression of the button design. The plates were heated in a furnace before the pieces of horn were placed in it then held under great pressure in the vice shown below, until the horn was pressed into the desired pattern.

When cooled, the buttons required trimming and smoothing. If the buttons required shanks, these were fitted by children, who drilled holes in the horn before they were pressed and then inserted the shanks.
The contraption on the bottom right of the above diagram of the horn press is for making brass or iron wire shanks. The wire is wound around a steel rod (A) to make a coil (B) into which the pin (C) is inserted. Placed in an anvil, the coil is punched down between the prongs of (C) to make a figure eight (Shown at D). By cutting apart the two loops, two shanks are formed. Simple! However, the encyclopedia noted that a new steam driven machine could be fed with wire, and with each turn of a winch produced a shaped and cut shank … “the motion is so easy that a boy can drive one machine.”
To read more of the very detailed article in this part of the encyclopaedia:
https://archive.org/details/edinburghencyclo05edinuoft/page/164/mode/2up
To made metal buttons a mould was made by pressing a pattern for multiple buttons into sand. The shanks were pressed into the sand in the centre of each impression, then molten mixture of brass with tin and sometimes zinc was poured into the casting. When cooled, the sand was brushed off, and the individual buttons snapped apart. One workman would lathe the edges, another the backs, and another the front. This was followed by polishing with leather and “rotten stone” (a finely powdered porous rock) by women. Buttons were dipped into a solution containing tin to coat the buttons to “render the buttons white”.
Gilt buttons were formed by stamping out from sheet copper (sometimes alloyed with a small amount of zinc). The blanks were softened by heating in a furnace to allow the maker’s name to be stamped into the back, and also to make the face slightly convex. The shanks were then soldered on. After smoothing the edges the buttons were burnished smooth with “bloodstone” (an iron containing quartz) before gilding.
The prepared buttons were then placed in an earthernware pan containing a mixture of gold and mercury and nitric acid, then stirred until coated. The acid was washed away before the buttons were heated in a pan to melt the mercury amalgam. The hot buttons were now placed in a felt bag and stirred to spread the gold evenly before returning to the hot pan to evapourate the mercury. This process was repeated to drive off more mercury. The buttons now appeared yellow but required burnishing again with bloodstone and water in a lathe by three seperate men to do the edges, face and back. (Editor’s note: this division of labour, as well as powered tools, were the keys to England’s mastery of mass production during the industrial revolution.) Some buttons then had their edges milled, and/or circles milled upon their faces. “Double gilt buttons are gilt twice over, in the manner before described.“
As ” the drying off is exceedingly pernicious to the operator, as he inhales the vapour of the mercury, which is well known to be a violent poison” Mr. Mark Sanders, “an eminent button manufacturer of Birmingham” used the structure below for safely collecting the mercury vapour for reuse. I wonder if he was a relation of Benjamin Sanders?
The article further describes ‘plated buttons’ cut from copper plate pre-coated with silver on one side, and ‘cup-buttons’ “made from two pieces, viz. a common flat button with a shank, and a small hemisphere fixed on in front … the edge of the cup is burnished down over (the plain button) to hold it fast.” This sounds like what we now call a Sanders type button.


Hamilton Spectator (Victoria), 20th July 1882 page 3.

The Australian Woman’s Mirror, 24th November 1948 page 4.





