Table of Contents
AFRICA
Summary of information from the ‘Department of Commerce of USA, Special Consular Reports, Foreign Trade in Buttons: 1st April 1916’
The markets were small. The buttons were re-exported from the mother countries of each colony. Buttons were imported for resident Europeans’ use, mainly pearl, cloth, bone, and metal from Austria, Germany and Italy. In the Kongo pearl buttons were used “on the white duck coats which are worn almost exclusively”. A few brown bone buttons for khaki coats and common bone trouser buttons were also used. There were very few white women in the Kongo, and “the native women generally use pins as fasteners.” The Arab populations did not use buttons on “their native garb.” In Libya the presence of Italian garrisons provided a market for buttons. In Madagascar ordinary white bone buttons were used on all kinds of garments. Most buttons were imported from France duty free.
An article on Eritrea’s industries published in 1946 noted that glass making, including for buttons, was a new industry at that time.
ARGENTINA
Information from the ‘Department of Commerce of USA, Special Consular Reports, Foreign Trade in Buttons: 1st April 1916’
There was practically no local button manufacture. Buttons were imported from Germany, France and Italy with pearl buttons coming from Japan. The varieties imported included MOP, ivory nut, horn, papier-maché, metal and bone, especially cheaper grades. A financial depression in the country had reduced trade there considerably since the beginning of 1914.
AUSTRALIA
(As seen by the USA)
Information from the ‘Department of Commerce of USA, Special Consular Reports, Foreign Trade in Buttons: 1st April 1916’
The population was less than 5 million peoples. All buttons imported, particularly in 1915 from Britain and Japan. Not a large market, but with good credit standing.
Sydney: “is the principal and only commercially important city … a normal English-speaking colonial community, taking its ideals primarily from Great Britain and following British practice in all matters of fashion and dress … The non-occurence of extreme cold weather has its influence upon the demand for buttons suitable for heavy overcoats, etc …but on the other hand the long summers call for relatively large supplies of buttons for light fabrics.”
Melbourne: British buttons were imported duty free, all others had a 10% duty. “Since the beginning of the war the Japanese have entered with a dash, supplying well-made buttons of the cheaper kind, principally pearl.” British celluloid buttons had proved to be of more reliable quality than the American. It was noted that there were summer and winter fashion seasons, and that “..fashions are so precarious that the Australian importers will buy sparingly, say April to July, … and actually be tested in stock on the market. The importers will then cable London for further immediate supplies of such patterns as have proved to be favourites …”
Hobart: Celluloid and metal buttons for women’s dresses made about 65% of all buttons used, “often multi-coloured, though there is no effort made to harmonise the buttons with the pattern of the cloth.” Bone and ivory nuts buttons made up 20% of trade, and pearl about 10%, and most of the remainder were cloth covered. Most of the supply came through Melbourne. Before the war, most were from Germany and since then, England and Japan.
AUSTRIA-HUNGARY
See also below for Czechoslovakia.
This information comes from a magazine published in Prague in 1917, and translated for the national Button Bulletin in the January 1962 edition:
The MOP industry in Austria stated in perhaps the late 18th or early 19th century. The making of these button was at first undertaken by needle makers, because they were in the guild with turners. Later the guild split and the turners would take over this industry, using the same machines they used on wood. The white parts only, in these early days, of the shell were cut out by drilling machines. The shells were polished by hand with pumice and the holes drilled with needles. Later on acid was used to polish large numbers of buttons at a time. By the first half of the 18th century, the industry was centred on Vienna and Prague (then part of the Austrio-Hungararian Empire) although it later decentralised and in some areas took over from the local weaving industry. Workers would often work from 5am til 9pm (and noon on Sundays) although there were no fixed working hours (which probably means wages were low and based on piece-work: Ed) Regulations were introduced in the1880s for 7am to 7 pm working days. Steam engines started to be used in factories from 1888.
Mr Schondorfer of Vienna developed a dye for shell. After a period of experimentation, Austrian button makers were able to make 40 colours, which were mainly exported to America. Unfortunately, the passing of the McKinley tariff caused a massive loss of revenue, although they built up other markets. Many workers emigrated to America. France and Germany started to successfully compete with Austrian products. In the decade before WW1 the price of shell steadily rose. This, along with increased competition (especially from Japan) led to lower wages and a loss of workers, with mostly only cheaper grade buttons produced. Even then, in 1917, the introduction of the early plastics were reducing the production of shell buttons.

Werriwa Times and Goulburn District News (NSW), 4th September 1901 page 4.

Snap fasteners by the Koh-i-noor factory in Prague, 1902-1939.
Information from the ‘Department of Commerce of USA, Special Consular Reports, Foreign Trade in Buttons: 1st April 1916’
“Northern Bohemia is noted throughout the world as a centre for the manufacture of buttons of almost every type, chiefly vegetable ivory, metal, glass, galalith, silk, linen and cotton covered crochet buttons, and cloth-covered buttons … The principal purchasers are the United States, Germany, England, Russia, Balkan States, the Orient, and South America. Fully 80 percent of the output … is produced by home or house workers.” However, there were 27 factories in Prague that had employed around 5,000 people pre-war making glove, lead, snap, glass, enamel, rubber, buckhorn, wood, horn, bone, leather, linen, paper, MOP, porcelain, celluloid, composition, paper-mache, vegetable ivory, tin, zinc and thread buttons as well as wooden button moulds. Imports were limited to fancy women’s buttons and shoe buttons from Germany and cheap vegetable ivory from Italy.
The MOP industry had been declining even before the war due to increasing competition and reduced supply of shell from the Red Sea.
Toodyay Herald (WA), 29th August 1925 page 3.
BELGIUM
Information from the ‘Department of Commerce of USA, Special Consular Reports, Foreign Trade in Buttons: 1st April 1916’
There were no button factories. Before the war buttons were imported from Germany, France, Austria and England. In 1915 consumers were using existing stock, and not yet able to plan for the future ( due to the occupation).
World (Hobart), 29th October 1919 page 3.
BRAZIL
Information from the ‘Department of Commerce of USA, Special Consular Reports, Foreign Trade in Buttons: 1st April 1916’
There was a small industry unable to supply local demand. Only one factory was manufacturing pearl (from imported Japanese Takase) and metal buttons in Rio de Janero. The metal buttons were for uniforms mainly made from copper sheeting imported from France. However, with the war time ban on copper exporting, local foundries were making copper sheet from scrap. A limited amount of higher quality buttons for officers’ uniforms were imported. There were small local concerns making covered, composition, and bone buttons.
Large amounts of buttons (especially cheaper varieties) were imported, mainly from Germany and Austria-Hungary (before the war), and from Italy, France and Portugal, including wood, glass, bone, horn, composition, MOP, ivory and celluloid. It was cheaper to import completed vegetable ivory buttons from France and Italy (and Germany pre-war) than make them from local supplies!
It was noted that American buttons cost twice as such on average as European buttons to import.
BRITISH GUIANA
Information from the ‘Department of Commerce of USA, Special Consular Reports, Foreign Trade in Buttons: 1st April 1916’
In 1915 buttons were chiefly being imported from USA and England; mostly cheaper varieties of pearl, glass, bone and metal. It was a small colony, with many of the East Indian and native population using few buttons.
BULGARIA
Eurobuttons
This company has its factory in Bulgaria, producing buttons and other products. They produce polyester, urea, coconut, “corosso”, MOP, wooden, bone, horn, metal, and fabric covered buttons. They make brass and “lock” metal buttons (by which I think they mean tack buttons for jeans). They are located in Mogili.
Meo Buttons
Located in the city of Rousse, it is the largest button factory in Bulgaria, making agoya shell, horn, corozo, and polyester buttons.
CANADA
Information from the ‘Department of Commerce of USA, Special Consular Reports, Foreign Trade in Buttons: 1st April 1916’

The industry was not large, with 15 factories in 1915. The main factories were located in Berlin (now called Kitchener) Waterloo, Toronto, Ganonoque and Montreal. America supplied 53% of its imports in 1914, rising to 64% in 1915. In Montreal the buttons made were mainly hand crochet, mohair and celluloid, and predominantly produced by makers of braid, cord and tassels rather than dedicated button producers. In Ottowa they made bone, metal and composition buttons. Wood buttons were also made in Canadian factories. In Ontorio manufacturers made vegetable ivory and fresh-water pearl buttons. Agate buttons were sourced from England and France, as they could not be sourced from America. Salt-water pearl buttons were being imported from Japan. There was an opportunity for American makers to meet the supply of fancy pearl and celluloid buttons previously sourced from Germany and France.

Queensland Times (Ipswich), 13th August 1940 page 3.
In the early 20th century Berlin was referred to as ‘Buttonville’ due to the many button factories there, mainly producing vegetable ivory and pearlshell buttons but also horn and wood. Most Canadian button factories had closed by the 1960s due to foreign competition as well as the use of new materials.
Canada Buttons Limited
This started in 1884 in Montreal as Dominion Button Works, changing to Canada Button Limited in 1918. It has been known as Boutons du Canada Ltee since 1987. It was a pioneer in making plastic buttons in Canada.

Dated 1967.
Dominion Button Manufacturers Ltd.
This firm started in 1870 making vegetable ivory buttons as the Pioneer Button Works in Berlin, Ontario, the first button factory in Canada. It was renamed the Shanzt Button Manufacturing Co in 1871, the Dominion Button Works in 1872, the Jacob Y. Shantz & son Co Ld from 1891-1912, then the Dominion Buttons Manufacturers Ltd. from 1912-1964. Around 1875 the production of pearl buttons was started, both MOP and fresh water types. In the twentieth century the factory started to make casein, bakelite then plastic buttons. The factory closed in 1964.
Dated 1906.
CANARY ISLANDS
Information from the ‘Department of Commerce of USA, Special Consular Reports, Foreign Trade in Buttons: 1st April 1916’
The stocks of buttons previously bought from Austria and Germany had run out. Bone, pearl and pressed metal buttons for overalls were the main requirements.
CENTRAL AMERICAS
Information from the ‘Department of Commerce of USA, Special Consular Reports, Foreign Trade in Buttons: 1st April 1916’
Overall the market was moderate to low, due to many people being too poor to wear clothes requiring buttons. In some areas, only buttons that could to stand up to the hot humid conditions were suitable. “Horn deteriorates, composition splits, and metal buttons rust out.” A lot of white, washable clothes were worn. The only buttons made locally were cloth covered over wooden moulds. Most buttons were imported from England, Austria, Italy, Germany and France. Shipping and low pricing were issues to be resolved by potential American exporters.
In British Honduras the preferred buttons were vegetable ivory buttons for coats and vests, coloured to match the fabric, with cheaper versions for trousers, plus a smaller quantity of brass buttons for men, plus pearl and linen buttons for women. In Costa Rica the market required pearl, bone, vegetable ivory, metal and cloth covered buttons. In Gutemala some glass and porcelain buttons were imported, also cloth covered and bone buttons. French style, rather than American were preferred by upper class Gutemalians. In Honduras pearl, white china, bone vegetable ivory and non-rusting metal buttons were used, but the demand was not high. Puerto Cortes required pants buttons in bone, composition or metal, white china and pearl. There was low demand from Nicaragua, but some bone, horn, composition, china, vegetable ivory, celluloid and glass buttons were imported. Panama mainly imported white and light coloured buttons to match their light coloured clothing; mostly corozo, metal, glass and cloth covered. In Salvatore the most favoured buttons were glass, metal, and corozo.
CHILE
Information from the ‘Department of Commerce of USA, Special Consular Reports, Foreign Trade in Buttons: 1st April 1916’
Manufacturing consisted of one establishment in Santiago making around 20 gross per day, mostly shoe buttons, and the lack of experienced workers was limiting the ability to increase production. Therefore most buttons were imported from Germany, Italy, France and Great Britain and the USA; horn, bone, leather, MOP, vegetable ivory, wood, metal, shoe, rubber, covered, and paper. Black mourning buttons were important due to the custom for deep mourning. They had in the past imported nearly all their military buttons and supplies from Germany, so by 1915 the supply was nearly gone.

FROM THE ETHNIC JEWELLS MAGAZIE: Mapache (South-central Chile and south-western Argentina) women.
It was noted that the custom of wearing black shawls that covered the head and 3/4 of the body by Chilean women of the lower and middle classes, as well as for all classes outside major cities, reduced the demand for fancy blouse buttons and for buttons used in tailor made clothing. Therefore most buttons used were cheaper varieties and reused for generations. Those wealthy enough to follow fashion bought from Paris or London, not America. However, since the outbreak of war European manufacturers, particularly of metal buttons and snap fasteners, had not been able to provide supplies, so there was an opening for American exporters.
CHINA
Information from the ‘Department of Commerce of USA, Special Consular Reports, Foreign Trade in Buttons: 1st April 1916’
“The ‘button’ in general use by the Chinese in their native style garments is the ingenious cloth knot of the same material as the garment; the buttonhole is a small loop of the same material stitched in braid form on the garment.”
‘Frog fastening’: Western use of Chinese style fastening as depicted in The Australian Women’s Weekly. 14th March 1936 page 8.
“For many years brass buttons, globe or ball shaped, with ground surfaces worked up in a variety of fancy decorations oftentimes bearing a stamped design of some Chinese conventional character, signifying happiness, long life, or wealth, constituted the bulk of the imports of foreign buttons. Since the 1911 revolution in China, however, the use of these globe or ball-shaped buttons has fallen off. In their place are found fancy buttons in various styles, usually on the garments of the women, the ornamental parts being of vari-coloured glass, principally to appear like diamonds, set in brass or other metal.”
“As to foreign staple buttons, these are, of course in used for … the foreign resident … and by Chinese who have adopted the foreign style of dress.”
Excepting for some cheap buttons, including pearl and brass, manufactured around Canton, there was no button manufacturing in China. The shell and bone buttons were all hand made. Imported snap fasteners were imported from Germany pre-war, since then from Japan. Fancy buttons were sold in sets of 5 mounted on cards, as that was the number usually found on the front of a Chinese gown.
“Buttons, brass and fancy” imported into China. Note that Hong Kong was only a trans-shipment point for foreign supplies. The Japanese buttons were mostly very cheap ones.
Hong Kong (and Southern China):
Nickle covered steel was not suitable as it rusted in the climate; bronze-nickle was better. Bone buttons could become oxidised. Some glass and Japanese pearl and cloth-covered linen buttons. Irish crochet buttons made in local convents were sold by hawkers.
Northern China:
As for Southern China, cheap brass, pearl, imitation pearl and bone buttons were chiefly used. It was noted that the Japanese in this area tended to own at least one foreign-style suit for business and dress clothes, as well as wearing foreign-style overcoats. Buttons here were all imported, chiefly from Japan but also Austrian, including metal, bone, porcelain, shell, buffalo horn, and nuts. No buttons were manufactured here.
COLOMBIA
Information from the ‘Department of Commerce of USA, Special Consular Reports, Foreign Trade in Buttons: 1st April 1916’
Colombia had no local manufacturers, but supplied large quantities of tagua nut to the world. The use of buttons was limited “by climatic conditions, and many persons (being) scantily clad.” The general use of white clothing limited choice of buttons used to mostly white, including those made of porcelain, bone and pearl, from France, Germany, USA and Britain.
CZECHOSLOVAKIA
The nation of Czechoslovakia came into being in 1918 after the break-up of the Austrio-Hungarian Empire. This lasted until 1993 when it split into the Czech Republic and Slovakia.
The area of Northern Bohemia, including Gablonz (later Jablonec), had specialised in glass making from the 16th century due to the availability of sand, water and trees (for fuel) need in glass production. Glass making in Bohemia started as far back as the 13th century. Glass inserts for buttons started to be made by the 1760s (apparently the first glass mould for making glass buttons was invented in 1732) , followed by the development of glass buttons with metal shanks. Black glass buttons, all the fashion in Victorian times, came from this region.
Part of a larger article in the Hamilton Spectator (Victoria), 20th July 1882, page 3.
The Telegraph (Brisbane), 19th October 1904 page 7.
The Northern Herald (Cairns), 27th February 1937 page 44. The situation would soon change …
The Sydney Morning Herald, 10th May 1939 page 12. From an article discussing the effect of the embargo on Germany’s trade during the war.
Glass production continued after the break up of the Austrio-Hungarian Empire after WW1. The area was occupied by the Nazis from October 1938 until May 1945. During that time, some Czech craftsman who had fled to Britain and other countries used their skills making buttons and other items for the war effort.
Post 1945 most ethnic Germans were expelled, often at short notice, despite having lived in the region for generations. Some of these settled in Germany, and would restart a glass button industry there. The area that many moved to became known as Neu Gablonz.
The Age (Melbourne), 31st May 1949 page 6.
South Coast Times and Wollongong Argus (NSW), 18th September 1950 page 1 feature section. This snippet appeared in newspapers around the country, and says much about our paranoia about communism at the time.
The Sunday Herald, 8th October 1950 page 2.
From post WW2 until 1981, under Soviet control, much of local production, of lower quality, was for communist bloc consumption only. Only only state owned company, Jablonex, was allowed to export from the region at this time.
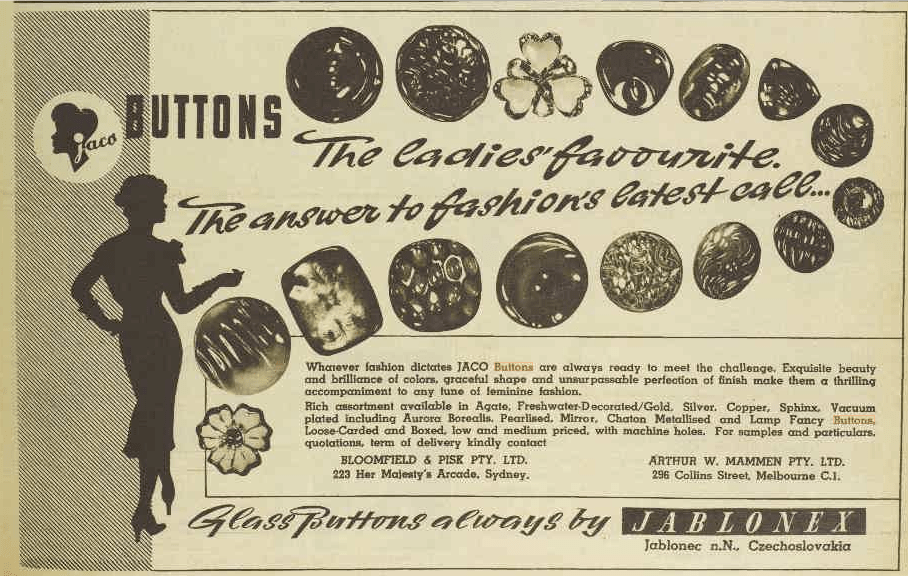
Australian Women’s Weekly, 9th April 1958 p 53.
International trade resurged with the lowering of the iron curtain in 1989. Jablonex no longer had a monopoly on the trade, although it tried to regain control of the industry by buying up other companies. In 2008 the company folded. They had not been able adapt and survive in the freer market. Much of its former business is now owned by Preciosa.
https://www.hglass.cz/history-of-glass-buttons/
https://kraftika.shop/en/czech-glass-handmade-buttons-history-size-and-color-charts/
http://www.wildthingsbeads.com/article-tcgb-wmi.html
DENMARK
Information from the ‘Department of Commerce of USA, Special Consular Reports, Foreign Trade in Buttons: 1st April 1916’
Apart from a small amount of hand-made buttons, there were no local manufacturers. Most imports came from Germany, Austria-Hungary, Italy and Japan.
Popular buttons in 1915 included ‘soft-back’, silk covered and ‘three-fold’ linen, horn, celluloid, pearl, vegetable ivory, glass and composition. Metal buttons very less popular but still used for uniforms, trousers and fancy. Vulcanite buttons were imported from America.
ECUADOR
Information from the ‘Department of Commerce of USA, Special Consular Reports, Foreign Trade in Buttons: 1st April 1916’
There was no local manufacture. The button trade limited mostly to cheaper types; small amount of MOP, vegetable ivory, bone and metal from Germany, France, Britain, and since the war, mainly from the USA and Japan.
FIJI
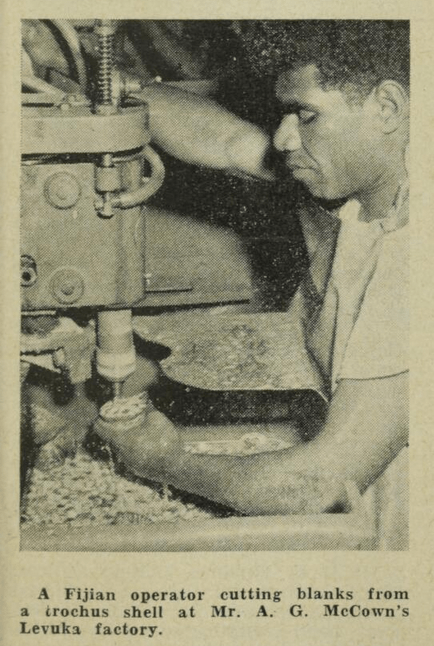
In the 1950s turtle shell button inlaid with silver were sold for the tourist trade. In 1953 and 1954 two companies set up shell button factories in Fiji under government protection. Despite this, the local industry was dead by 1959 due to competition from Japanese manufacturers and from synthetic buttons.
Pacific Islands Monthly magazine, May 1953 page 50.
Pacific Islands Monthly magazine, 1st November 1954 page 145.
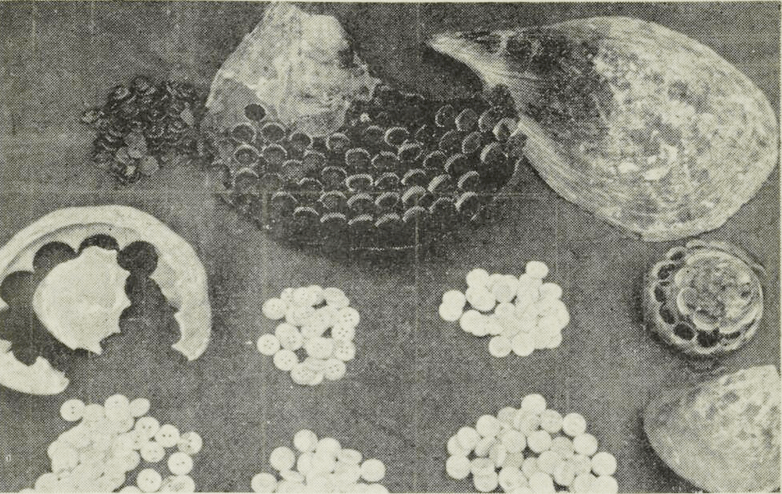
Pacific Islands Monthly magazine, 1st November 1954 page 145.
In a November 1991 magazine there was a brief mention of a small button factory closing down due to difficulty in purchasing trochus at affordable prices. Apparently the Korean and Japanese pay higher prices than Fiji can afford to.
FRANCE
In the middle of the 12th century trade guilds were set up, including for ’boutonniers’, and ‘paternotriers’ that is button makers working in metal or horn, bone and ivory.The first hand carved mother-of-pearl buttons may have originated in France in the 17th century.
Newcastle Morning Herald and Miners’ Advocate, 11th September 1897 page 9. This is a small excerpt from The Pocket Magazine, or Elegant Repository, for the Year 1794, about fashion in France pre-revolution.
The industrial revolution (approx. 1760-1840) was starting in Britain at the time Diderot’s prints were made. However, industrialisation in France would lag behind that in Britain by decades. In part, this was because of the French Revolution and its aftermath (1789-1871) which saw a cessation of trade with Britain and so a delay in the newly developed machinery being able to be imported. Entrepreneurs moved abroad or were executed. Also important was the relatively low population growth of France (40%) versus Britain (350%) and a great deal of poverty, both which reduced consumer demand for new products, and a greater proportion of peasants tied to the land rather than seeking employment in factories. Another factor was the lack of supplies of coal and iron to support new industries.
When industrialisation did occur, as for Britain, it started in textile manufacturing. With industrialisation there developed a new working class. As late as 1906 most factories were small in size with less than fifty people. Skilled artisanship suffered, as it did elsewhere, by competition with factories, however, small industry was to a degree more protected and preserved by the the special value placed on the manufacture of luxury goods by the French. Historically this had been given great support by the court of King Louis XIV with its high consumption of luxurious and fashionable clothing and other goods. As well as the royal patronage, there had been high import tariffs which protected local artisans, but may have stifled innovation.
https://en.wikipedia.org/wiki/French_fashion
Quoting from Primrose Peacock’s book, Discovering Old Buttons, ” During (the nineteenth century) European manufacturers, especially in France, lost much of their eighteenth-century pre-eminence and were in some cases slow to mechanise. Good quality buttons were, however, constantly produced by an industry largely based in Paris, with ‘Trelon, Weldon and Weil ‘and ‘Albert Parent & Co.’ being the leading manufacturers.” By the late 19th century, France had caught up with the advantages Britain had gained via the industrial revolution.
According to John P. Turner in 1866, there were 80-100 makers of metal buttons, 70-80 for covered buttons, and 70-80 for other kinds.
Méru
The town of Meru, north of Paris, was the centre of MOP and shell button production from the end of the 19th century until 1972 (or until after WW2, depending on the source).
https://parisdiarybylaure.com/a-museum-for-mother-of-pearl-is-a-true-find-an-hour-north-of-paris/
A violent strike of button workers took place in 1909.


The Telegraph (Brisbane), 5th June 1909 page 17.
‘Reports of artisans / selected by a committee appointed by the council of the society of arts to visit the Paris Universal Exhibition, 1867.’
This report included a sections titled “On Buttons” by S.W. Richards, a manager of Button Works, Thomas Johnson, Tool-maker and also by William Bridges, Button-tool Maker, all of Birmingham. Summarising from these reports:
The button trade was growing in Europe. In France alone 22,000 people (8,000 men, 10,000 women and 4,000 children) were employed in the trade. An estimated 2,500,000 kilograms of metal was being used annually and a similar quantity of silk and other fabrics. Two thirds of the output in Paris and district, valued at approximately 4,000,000 francs, were for export. Some disadvantages for the English button manufacturers were noted compared with the French. Firstly, although English manufacturers could still make good quality gilt and plated buttons, the fashion in England had changed from these towards covered buttons with a resultant drop in the metal button trade there whilst it was still strong on the Continent. Also, there were high import tariffs in Europe. Lastly, the English could not compete with the Parisians in terms of reputation for luxury articles. As a result, English manufacturers had not been able to take advantage of the growing worldwide market for mantles, robes, and dress ornaments despite being able to produce the same, if not superior, quality specimens. It was noted that the button trade had grown large in Germany as well.
“The style of the French makers is superior, and as in some of the German cases (of buttons), we have a triple combination in some of the patterns – namely, an outer rim of metal, either gilt, oxidised, or bronzed, with a japanned centre inlayed with pearl … the die-sinking of the patterns where the rims are ornamented is good, truthful effective, and well designed.” The quality of coloured glass was noted to be far superior to anything produced by English glass makers. The author was concerned that a lack of good quality art schools in places like Birmingham was putting the trade in England at a disadvantage compared with the skilled workforce available on the Continent.
Some of the exhibitors, now lost in the mist of time, at the 1867 Paris Universal Exhibition included:
A. Masse & Co. – Quality livery and uniform buttons in gold, silver, gilt and enamel. Sporting buttons in oxidised silver and high-relief designs. Flat and ball coat buttons in black terry velvet.
Caillebotte & Co. – Horn buttons, including colours within indented rings.
Duchel et Fils, Paris – Horn buttons moulded using high quality dies.
F. A. Bagriot, Paris – Fifty line sized button of onyx cameos mounted in coloured gold. Quality livery and uniform buttons in gold, silver, gilt and enamel.
Gourdin & Co – Quality livery and uniform buttons in gold, silver, gilt and enamel. Also vegetable ivory.
Hartog, Jean & Co., – Linen buttons including “balls, spires and convex with flexible backs, and covered with diamond cloth, of a very superior quality.” Also silk, velvet, fancy dress, sporting,livery and uniform buttons, “upwards of 5,000 different patterns” Three -quarters of their display of covered buttons were convex silk ladies’ dress buttons. There were also silk balls, flat silk, fancy shapes, and those with “metal drops attached by short chains”.
Mr Hartog and Jean were late of Trelon, Weldon & Weil.
J. B. Huet, Paris – Steel buttons flat and shaped as balls, spires and half balls in small sizes.
J. F. Bapterosses – “an excellent and good assortment of porcelain buttons”. See more on this company below.
Jules Plançon, Paris – buttons with imitation gems mounted in pearl. Designs included carved heads of animals, classical heads, etc. “Paper buttons in ever imaginable shape. many inlaid with metal, glass, pearl and coloured japanned centres, of various shapes.” Bronze rimmed buttons.
Lebeuf- Milliet & Co., Montereau -ceramic buttons from 10-100 lines in size. Cheap China shirt buttons. The author noted that there were no English manufactures of these buttons, although Minton & Co as well as Chamberlains’ formerly did.
Lemesle, Paris – brace buttons, gilt and japanned. Fancy gilt-plated and oxidised metal balls. Small-shanked paper buttons japanned and various colours. Pinched solid glass buttons.
Maillot & Vincent Hardy, Paris – Steel buttons in oval, spire top, oblong, barrel and ball shapes as well four-hole.
Marie & Dumont, Paris – MOP buttons. shirt buttons from 10 lines upwards, in two-hole, four hole,convex,concave, fish eyes, etc. The author noted that a design having “a fancy bevel edge with a small ball in the cup, and four holes around the ball was a favourite pattern with the French.” Vest buttons in 18 and 22 lines. 16 line “balls” of unusual design … “Imagine as one shape, a ball with deeply cut circles rising from the base to the apex, leaving only a core in the centre.” Mantle buttons and ornaments “for which the French are famous … in turned and carved work, cameos, precious stones and pieces of different coloured pearl shell being inlaid… a set of mantle buttons of some of the designs would cost more than the mantle …”
Masse & Co., Paris – Horn buttons of good variety and design, including classical heads. Fancy gilt, plated and oxidised buttons. Enamel.
Neau & Lecomte, Paris – Florentine buttons, enamel gilt, four-hole suspender with lettering either raised or sunk upon the surface. Pierced top dress buttons. Lithograph button that had “a poor look”.
Parent & Hamet, Paris – fancy dress buttons including plain silk, satin, velvet, terry silk, linen, needlework, pearl, metal, and glass with mosaic centres. Also Florentine, silk balls in gilt bands, silk covered oblongs, crystal set in claws (the writer noted that the English were unable to compete with the continental makers in this class on price or quality). See more on this company below.

Roulinat-Lemesle et Frére, Paris – Fancy dress buttons including mother-of-pearl in combination with gilt rims and good quality glass centres. Also Florentine (fabric covered), coloured silk and ‘gilt shell four holes with bronzed centres”.

Manufacturers
Albert Parent & Co.
This information came mostly from the National Button Bulletin of July 1985:
In 1825-1850 a button company was formed by Victor Le Tourneau, Alfred Patent, and Th. Hamlet. The backmark used was L P & H. From 1840 they used the trade mark of a beehive. In 1844 Parent developed a new type of button shank.
During 1858-1868, the firm continued under the leadership of Albert Parent and Th. Hamet (a cousin of Parent). From 1868-1888, the company was headed by Anatole Parent (son of Alfred) and Hamlet. The backmark accepted for these periods was AP & H or PH.

From a 1867 trade show report reproduced in the September 1947 issue of the National Button Bulletin, page 272.
In 1883 four trademarks were registered for AP & H in USA (Beehive, Beehive plus woman, bull) The buttons had cone backs.
During 1888-1894, the organisation was known as Anatole Parent & Company. A Mr Bouchard joined the firm during this period, and the backmark was P & B & Co.
From 1894-1912, the name was Albert Parent & Company (son of Anatole, grandson of the original Albert). He married Bouchard’s sister. The trade mark was A P & Cie
The firm continued until 1977 but not many buttons were made:
1912-1916: worked with Lieger
1912-1923: worked alone
1923-24: Albert Parent
1924-41: Albert Parent & Co (1939-1946 closed during war)
1941-61: Parent
1962-77: Parent & Corona
1978-1998 or later: ETS Parent et Corona
Robert Parent, (son of Albert, 4th generation of Parents) joined in 1924 as did a son-in-law Georges LeBarazer.
Over the years the company produced many types of buttons, including:
1825: metal, silk buttons
1865: enamel, silk, steel, pearl
1866: enamels, pearl, paper mache, silk
1867: crystal, horn
c.1875 enamel, papier-maché, horn
1876; ‘base of horn’
1878: horn molded with pearl
1881: metal ‘with engravings and stampings’
1883 ‘horn with caps of copper’, engraved vegetable ivory
1890: pants buttons with ‘stamped metal caps and bars’
J. F. Bapterosses
From Wikipedia: Jean-Felix Bapterosses 1813-1885.
The ‘Bapterosses & Cie’ factory, founded in 1845 in Briare, France was so successful in the making of ceramic buttons, that they dominated in the field. In 1866 there were around 700 people working there. From the 1866 ‘The Working Man’ weekly newspaper: “The moistened clay is pressed into moulds, formed of plaster of paris, after which it is carefully placed on boards to dry, and subsequently taken to the biscuit-oven where it receives the first firing, or “baking”. The baked clay is now called biscuit, and is ready for the painter or printer. Many of the porcelain buttons are uncoloured, but a greater number, both with holes and shanks, are painted, either wholly or in part; some receive complicated designs, others are simply ornamented with coloured rings. The painting is either done by hand or by means of transfer printing; but in either case the colours are “fixed” by the articles being baked in a muffle-furness or an enamel-kiln.” The buttons could then be glazed if required, and shanks added.
A firm which merged with that of Baperosses in 1851, Emaux de Briare, is still in operation, specialising in mosacics.
Nacryl s. a.
This is/was a plastics moulding company in La Trinité-près-Nice. Sales cards of plastic/diamente buttons are seen for sale online.

Trelon, Weldon & Weil

In 1835 Nicolas Trelon and Louis Langlois-Sauer founded ‘Trelon and Langloi-Sauer. They were joined by Weldon in 1841. On the 1st January, 1845 by Henry-Marsch Weldon, Nicolas Trelon and Louis Weil and formed the partnership of TW&W. They specialised in military buttons, but also other uniform buttons such as government, hunting and fashion. They supplied buttons to troops on both sides of the American Civil War. In 1865 TW&W became Trelon-Weldon-Weil Hartog and Marchand (TW&W HM).

The company was renamed Coinderoux in 1904 but went into liquidation in 2007. Janier Gruson Prat bought the company and is still manufacturing metal buttons.
Information from the ‘Department of Commerce of USA, Special Consular Reports, Foreign Trade in Buttons: 1st April 1916’
French women working in a button factory at Briare, September 1917. (From blogberth.com)
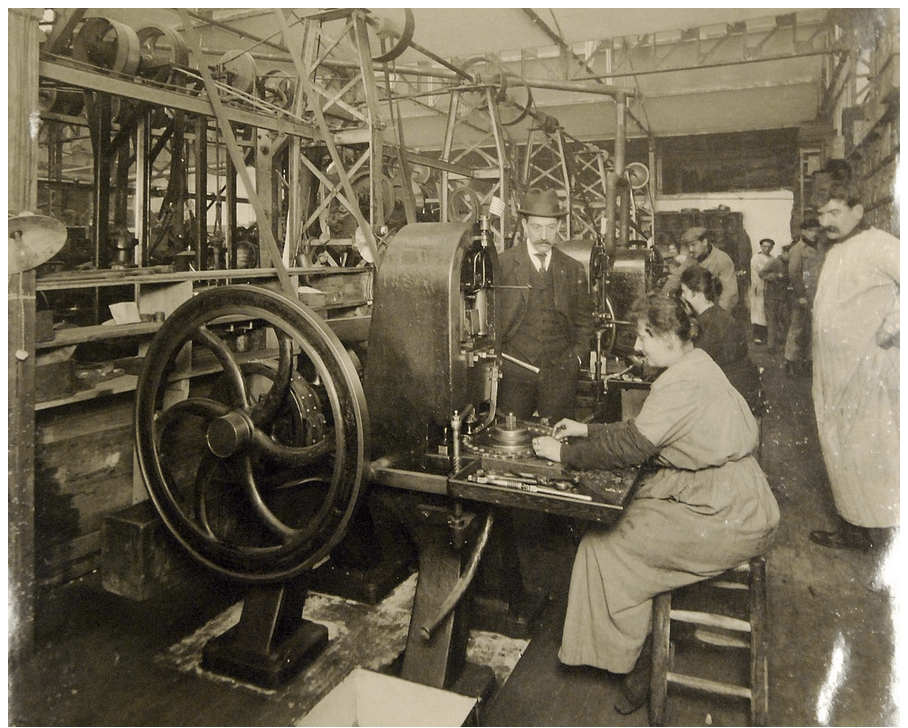
Lot-8319-4: A button stamping machine at Henri Jamorski Button Factory, Paris, France, January 3, 1919. U.S. Army Signal Corps Photograph. Courtesy of the Library of Congress. (2016/07/22).
The ‘Syndicate of French Button Manufacturers’ estimated that the normal (non-wartime) production of buttons totaled US$5,790,000 to 6,755,000 in value. Materials used included pearl, bone, horn, polished and enameled and coloured metals, porcelain, glass, jet, vegetable ivory, ivory, tortoise shell, celluloid, wood, silk, mohair, linen, other textiles, leather, precious metals and stones. Different centres in France specialised in varying types of buttons; Paris for fancy/fashionable products; Oise for corozo, bone and pearl; Loiret for porcelain; Haute Garonne for bone; Charente, Vosges, Main-et-Loire and Isere for pearl. Isere also produced snap fasteners.
Despite the large production for home use and export, some buttons had still been imported from pre-war Germany, Austria-Hungry, England, Italy (corozo) and Japan (pearl). Since the war more buttons were coming from Italy and England. There were shortages of metal snap fasteners, hat-pin tops and cuff buttons. According to a 1946 trade magazine, MOP buttons were not made after 1941 due the inability of sourcing supplies. Likewise for corozo nuts, with manufacturers using wood as a substitute. The button industry was still centred in Paris. The manufacture of metal buttons was still limited. Plastics and bone were hard to source. However, things were improving.
FRENCH INDOCHINA
Information from the ‘Department of Commerce of USA, Special Consular Reports, Foreign Trade in Buttons: 1st April 1916’
This included the regions of included Vietnam, Laos, Cambodia and Guangzhouwan. No buttons were manufactured there, with around 20,000 kilos imported annually. There use was mainly limited to Europeans and the Chinese business community.
GERMANY
Iron jewellery, including buttons were made in Berlin in the first half of the 19th century.
In 1887 the “British Merchandise Marks Act” required that all products to be sold in Britain were marked with their country of origin. This was to discourage the British from buying foreign, particularily German, products in favour of their own. It was not necessarily a successful campaign, as some countries developed a reputation for quality (i.e. Garmany), so that the products became more, rather than less, desirable.
Examiner (Launceston), 31st March 1900 page 11.
In 1905 a new company, Galalith Gesellschaf Hoff & Company, bought out its French galalith manufacturing rival, creating a European monopoly of Galalith production. Galalith was to become a popular plastic for the production of buttons.
Information from the ‘Department of Commerce of USA, Special Consular Reports, Foreign Trade in Buttons: 1st April 1916’
“The button industry of Germany, which is probably the largest in the world, is centred principally in Saxony and the Rhine Province. Many millions of metal buttons are manufactured for military use, and there is scarcely any other hard substance, organic or inorganic, which is not utilised in Germany for the manufacture of buttons. Button making materials, especially the ivory or corozo nut, are imported in immense quantities at Hamburg, beyond even the needs of the German button manufacturers, Hamburg is, in fact, the largest market for button-making materials in the world … Only ivory-nut, glass and pearl buttons had been imported into Germany to any extent.” Vegetable -ivory button were imported for men’s clothing as it had been cheaper to import from Italy, although they did also make their own, mainly in Schmolln. Fancy glass buttons had been imported from Bohemia.

Hamburg c.1912
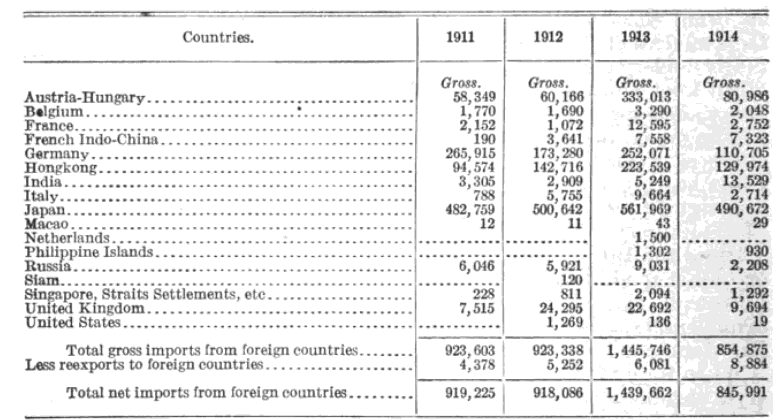
The overseas trade in buttons for 1913 (after which statistics ere not available) is below:
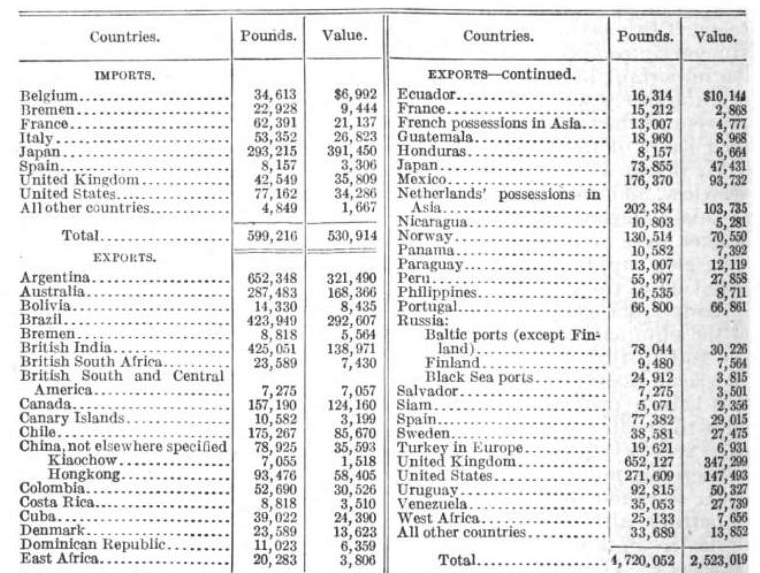
The report noted that prior to the development of its own pearl button trade, the United States had been the largest importer of MOP buttons from Germany. This industry had been monopolised by Viennese manufacturers during the middle of the 19th century, then from Lower Austria, Bohemia and Moravia, then from the 1870s onwards also Saxony, Berlin and Hanover. The success of the States’ own industry would practically exclude Germany pearl buttons from its market, however, there was a continued market for buttons made with feldspar there. There had been two factories in Herzogenrath that made most of the feldspar (agate, china porcelain) buttons in the country, mostly for cheap dresses and underwear. A firm in Stolberg had been a large exporter of metal snap fasteners to the USA.
Pre war buttons had been a large item of export to the USA from Berlin, with 155 button manufacturers existing in the city and suburbs in 1915, including wood, horn, metal, pearl, celluloid, glass, ivory nut, cuff, textile, patent fasteners, moulds, button making machinery and materials.
“In Upper Silesia, where there is a large Polish element, shawls are worn rather than coats, but buttons are used upon women’s dresses for ornamentation only.” In Plauen, one small manufacturer supplied the crochet and pearl buttons favoured in that region.
As Germany was self-sufficent, the report concluded that there was little scope for American firms to export there, except perhaps for novelties or patented materials.
The German Button Industry: B.I.O.S. report 1/1/47
I was surprised that such a report existed. How important could the button industry be to the British Government? Quoting from the Library of Congress … “Following right behind Allied combat troops into occupied areas, representatives of the British Intelligence Objectives Subcommittee (BIOS), the Combined Intelligence Objectives Subcommittee (CIOS), and the U.S. Field Intelligence Agency, Technical (FIAT), visited German manufacturing plants, research laboratories, and other war-related facilities to interview managers, scientists, and engineers. After collecting relevant documents, these groups wrote technical briefs on individual subjects, production processes and new technologies. They also prepared reports on whole industries – notably the German dye industry – and on construction projects, such as German underground factories.”
This report included details on thermosetting and thermoplastic resins, casein, wood, MOP, ‘natural horn’ and metal buttons as well as the machinery and chemicals used. I think the tone of the report is one of checking up on the state of the German industry, checking if there was machinery or techniques that could benefit British industry, rather than on how German industry could be helped to rebuild. Some individuals , pointedly described as anti-Nazi, were named as potentially worth taking to England for further questioning for British Industry’s benefit.
The report paints a sad picture of the state of Germany at that time … I have left spelling and punctuation as in the report.
A Resume of the report
“As far as the manufacture of moulded buttons is concerned, it can be said that nothing of any particular importance was found during the visit to Germany.”
“The Country as a whole was found to be well up to date with Injection Moulding Machinery but behind the times with Compression Moulding … due to the fact that from 1938 onwards, no progress was made as the industry was not considered essential to the war effort.”
“… German firms are able to produce a very high class product with plant very much out of date (because) they have an abundance of well trained and highly skilled labour which, because of very low wages existing, is able to replace the use of more modern machinery. The position with the wages is that no change has been made (in 1946) since 1938.”
“… by the use of cheap labour … a potential danger existed to our export market if they should be re-opened to German competition.”
The Casein Button Trade was found … to be practically non-existent since no supplies of Casein Sheet Material were available.”
“The Horn Button Trade was likewise non-existent … one firm trying to make a few Horn Buttons merely because they had nothing else …”
“The Metal Button Industry was found to be in excellent condition … Samples of their products were brought back.”
“Wooden buttons were found being made by all and sundry. This was because of the shortage of other materials. In general their products were quite crude and were sold merely because of the great shortage of buttons.”
“As everywhere, working time is 42 hours a week, due to the low calorie value of the present ration and the exhaustion of the workers.”
“In 1942 the premises (of a MOP button factory) were taken over in order to house Russian Forced Labour which was employed in a nearby factory. The factory was found to be still in a disorderly state. .. the proprietor was making a few articles from the small stock of shells which then existed in order to sell them to buy food for himself and his family. The manufacturing process was very primitive and done entirely by hand.”
In 1945 the Russian Occupation Forces confiscated nearly all (of a particular) firm’s machinery. The proprietor, however had immediately ordered new machines … (some had been delivered, but a company supplying them) … were not now in a position to deliver anymore but that when the Russians Occupation Forces had finished dismantling their factory, they hoped to be able to resume delivery again on a smaller scale.”
“The factory (of one particular firm) was partly destroyed by fire at the end of the war. The firm employed foreign forced labour which it seemed, accounted for the fire.”
Western Germany was created in 1949 when the U.S.A., Great Britain, and France consolidated those zones, or portions, of Germany that they had occupied at the end of WW2. When East and West were reunited in 1990, West Germany’s constitution and official name (Federal Republic of Germany) were adopted by the unified whole.
From 1887 until WW2 items for export were marked “Made in Germany” or “Germany”. From around 1945-49, goods, if marked, were marked “Made in Germany US – Military Zone”.
From 1949 until 1952-22 they reverted to “Made in Germany”, but wishing to distinguish themselves from the East, they then changed to “Made in West(ern) Germany” although this was not mandated.
Button Museums
As mentioned above, there had been a strong button manufacturing industry in Germany for centuries, particularily around Bärnau. Because of this, the German Button Museum was opened there in 1975, and displays over 2.5 million buttons made of 26 differing materials. There is also a glass button museum in Weidenberg.
Manufacturers
Wilhelm Pohl & Söhne oHG

This company in Buchenweg appears to have closed.
Dill

This company dates from 1924 in Barnau, Bavaria. It manufactures leather, wooden, MOP, plastic and metal buttons.
Martin Sommer OHG, Ascaffenburg

GREECE
Information from the ‘Department of Commerce of USA, Special Consular Reports, Foreign Trade in Buttons: 1st April 1916’
In Athens there was a factory producing horn buttons, and in Piraeus one making iron buttons. Only a small quantity of cloth-covered buttons were made in Salonika.
Most buttons, including glass, bone, horn, metal and pearl varieties, were imported from Germany and Austria. Due to the war, some business was starting with English firms. Cheap prices, not quality, was what mattered.
INDIA
Information from the ‘Department of Commerce of USA, Special Consular Reports, Foreign Trade in Buttons: 1st April 1916’
“Buttons are largely used in India by the middle and better classes of natives, as well as by Europeans “. These included pearl, mainly from Japan, ivory nut and china from Italy, and metal. “There is a demand for lentille China buttons, made in Italy, on account of their cheapness”. (ED: “Lentille” is French for lentil. Were the buttons shaped like, or as small as, lentils?) Some leather, and better vegetable ivory came from Britain.
Low quality pearl, as well as horn, bone and coconut shell were manufactured locally to a small extent. Italian buttons had replaced German and Austrian, with some coming from England. Brown and white buttons suitable for tropical clothes were especially in demand.
ITALY
During the Middle ages there were in Venice craft guilds of ‘anemeri’ who made button-mould for covering with cloth. These plain, basic buttons would, by the 13th century, have changed to valuable fashion accessories made in precious metals and stone. After that, goldsmiths had a monopoly on making small objects such as buttons, of gold, silver, alloys, precious stones and crystals. This monopoly faded during the second half of the 16th century, with other craftsmen such as embroiderers, tailors, glassworkers, etc becoming involved. Venetian glass workers (paternostreri, later perleri) began exporting yellow and ‘coral’ glass buttons. Brass-workers in Milan made round brass buttons. Silk thread buttons were made in Naples, Bologna and Mantua. Around the 18th century specific “button makers” evolved, with most located in the northern regions, following the successful methods developed in England and France. In the second half of the 18th to the early 19th centuries, ceramic buttons were produced in the Veneto and Naples regions. Similar frictions that had occurred in England between older style craftsmen, and more modern, industrial concerns occurred in Italy also, particularly in Turin. The Bergamo region of Italy became a centre for button manufucturing with imported French expertise important as the local manufacturers became industrialised. In Milan, button makers specialising in metal alloy buttons started to improve their production techniques to develop, by the early 19th century, high qualitiy goods.
Information from the ‘Department of Commerce of USA, Special Consular Reports, Foreign Trade in Buttons: 1st April 1916’
There were 55 button factories in Italy making amber, coral, horn, ivory, pearl, tortoise shell, vegetable ivory, wood, horsehair, leather, celluloid, gutta percha and cloth buttons, and an unknown number making papier-maché, metal, porcelain and glass buttons as by-products. The industry was centred in Milan, Piacenza and Bresica, employing 5,870 people. Italy exported buttons, particularily corozo but also papier-maché, bone, pearl, porcelain, glass and silk, around the world. In 1913 over $3,000,000 worth of vegetable ivory buttons were exported.
Pre-war they imported some buttons such as pearl, porcelain and glass items from Austria-Hungary, Great Britain, Germany, France, Austria-Hungary, Japan and Turkey. Although self-sufficent for many types of buttons, there was demand for bachelor buttons, shoe (made of papier-maché), pearl, celluloid, snap fasteners, glass and agate buttons to be met.
Papier-maché was used extensively for Italian soldiers uniform buttons! A trade in novelty items, including buttons, made of glass, cheap enamel and metal had “flourished under the stimulus of patriotism and war fever” for items of patriotic designs.
Challenges to the industry had included a cholera outbreak in 1911 that resulted in new regulations making the purchase of bone more difficult with a resultant increase in price. In 1913 there had been a decline in trade due to fashion changes and financial conditions. “When war broke out in 1914 … foreign markets were almost closed, foreign credits were unavailable, and many factories closed their doors. After the crisis passed factories reopened and a demand sprang up for cheap buttons for military purposes, but many factories are still (in 1915) running on half time. In spite of the increased price of raw materials, fuel, dyes, etc., prices of finished goods are the same and the industry is in a crippled condition.” Another challenge was that most materials for button manufacture were imported, and hence becoming scarce. There was competition for the raw materials for the making of uniform buttons.
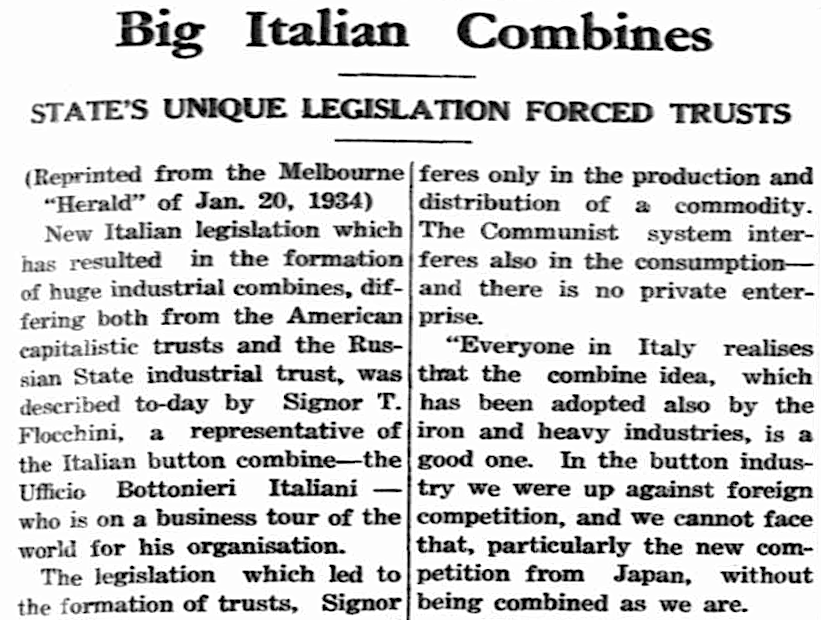

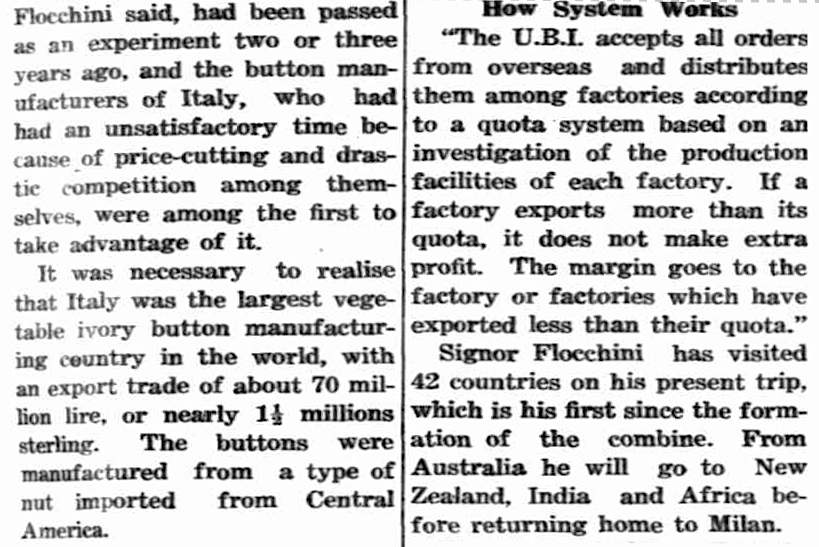
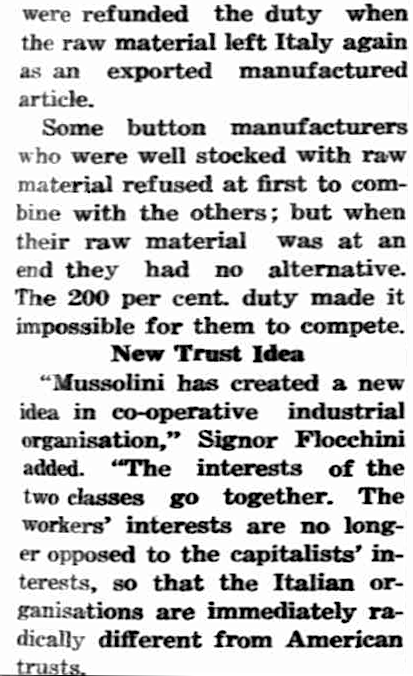
Il Giornale Italiano (Sydney) 7th February 1934 page 3.
Stefano Pacalet: A Frenchman operating in Turin. Made civilian and military buttons Gold, silver, metal. High quality products. c. 1750-90.
Tacchini & Fanti: Corozo buttons. c. 1869-1889, then merged with the ‘Società Anonima Manifattura Bottoni’. The corozo buttons were named ‘bottoni di frutto’.
Bottonificio Fenili SRL: Created pre WW1 in Mozzo, Lombardy and accquired by EU Design in 2014. https://eu-design.com/manufacturing/
Bomisa Bottoni Minuterie: Founded 1920 making buttons (including for the Italian military and for fashion houses), fasteners, needles, pins and other metal accessories. Famous for their high quality enamelled metal buttons. It is now part of the BAP Group.

Corozite: Founded in 1931 in San Paolo d’Argon, Bergamo making galaith, synthetic wood and bone and urea buttons. Now part of the BAP Group.

B.A.P Bottonificio: Started making MOP buttons in Villongo in 1941, and corozo in 1975. https://bottonificiobap.it/en/the-products

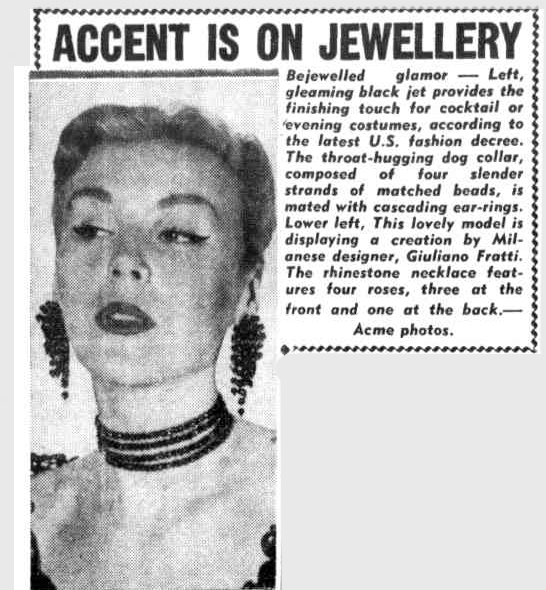
Giuliano Fratti: A MIlanese designer from the late 1930s, producing buttons, belts and buckles. He was dubbed “Mr Button”. Due to war-time shortages, by 1941 he was making buttons from alternative materials such as cork, straw, wood and corn cobs. During the second world war the company switched to the production of fashion jewellery. After the war, from the late 1940s he made French designed buttons under licence for fashion houses across Europe. He retired in 1972.
Truth (Sydney), 13th August 1950 page 48.
Bottonificio Piemontese Srl. Established in 1955, they supply Italian and French fashion designers. They make polyester, casein, MOP, rhinestone and eco-sustainable buttons in hemp, jute, corozo powder, cotton, bio-resin.
JAPAN
From 1867 Japan was opened up for trade to the West. Below are two brief references from 1879, that probably refer to cloisonne buttons.
Another of the crafts modified for the new markets were Satuma ware, a type of ceramic ware made since around 1600; now made into buttons.
The Age (Melbourne), 26th December 1905 page 10.
The Forbes Advocate (NSW), 28th February 1913 page 2.
The Sunday Sun (Sydney), 6th January 1907 page 5.
Albury Banner and Wodonga Express, 5th July 1907 page 9.

Southern Argus (Port Elliot, SA), 18th March 1909 page 4.
Information from the ‘Department of Commerce of USA, Special Consular Reports, Foreign Trade in Buttons: 1st April 1916’
The button industry was the reverse of many countries already mentioned, in that there was limited local consumption, but a large export of shell, horn, brass and copper buttons. The metal buttons were only sold to China and other “Far Eastern” countries. In 1915 there were over 250 factories in Osaka alone.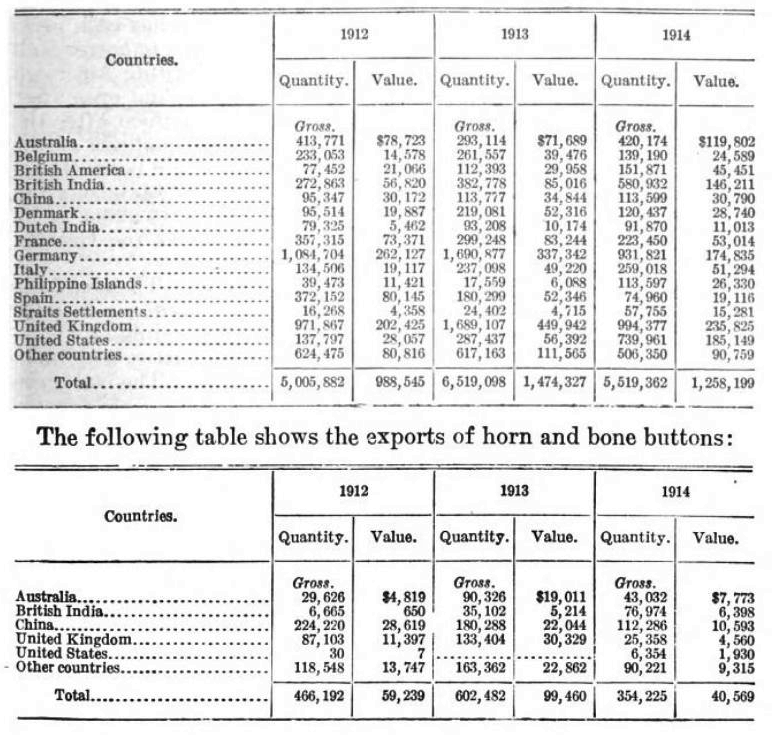
The buttons that were imported had come mainly from Germany. These included brass, copper, rubber and covered buttons.
Recorder (Port Pirie, SA), 2nd April 1919 page 4.
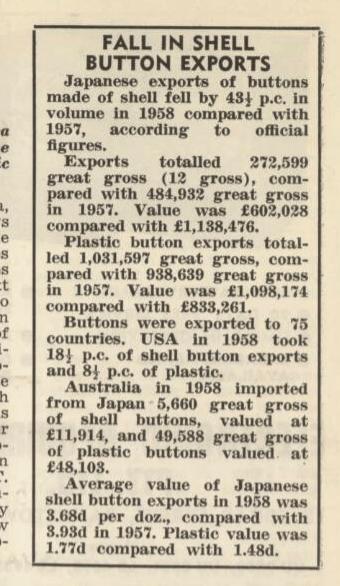
Fisheries Newsletter, June 1960 page 21.
JAVA
Information from the ‘Department of Commerce of USA, Special Consular Reports, Foreign Trade in Buttons: 1st April 1916’
No buttons were manufactured locally. Bone, pearl, metal, and glass ere imported mainly from Holland, Britain, Germany, Italy, Japan.
MEXICO
Mexico has a rich history of silver crafts. from the 1750s silver buttons/ornamnets were made for the Charro suits of the Mexican horsemen. In the 1920-50s there was a boom in production of silver and other metal buttons for the tourist and export trade.
Information from the ‘Department of Commerce of USA, Special Consular Reports, Foreign Trade in Buttons: 1st April 1916’
Buttons were usually bought through French and German wholesalers. Buttons favoured were pearl, metal, horn, paste, porcelain and composition and cloth covered. There was a demand for plain polished brass and tinned buttons for military uniforms. It was noted that an officer’s dress uniform coat alone required 2 to 2.5 dozen buttons! Only poor quality pearl and bone buttons were made in Mexico.
NETHERLANDS
Information from the ‘Department of Commerce of USA, Special Consular Reports, Foreign Trade in Buttons: 1st April 1916’
There was little local industry, some bone, ivory and buffalo horn made in Amsterdam. Most buttons imported from Germany, Austria and Italy as well as some higher quality items from France and England. Popular buttons included “Steinnuss” (ED: translates stone-nut i.e. tagua nut) which “whilst very expensive, are much liked for overcoats and mantles”, also pearl, horn and linen. A demand for American press buttons existed.

The Newcastle Sun, 25th October 1954 page 5.

Although the region of Holland consisits of only 2 of the 12 provinces of the Netherlands, the name Holland came to be used to refer to the whole country.
From the International Commerce, Vol. 69, 1st April 1963.
Cards of buttons exist with the name S. J. Heigentlich and the following trademark:
NEW ZEALAND
Information from the ‘Department of Commerce of USA, Special Consular Reports, Foreign Trade in Buttons: 1st April 1916’
No buttons were being manufactured locally. Before the war bone, and similar, came from Austria, but in 1915 they mainly came from America and England, although English manufacturers were having trouble filling orders. Pearl buttons had come from Italy, France and Japan, and now Japan was increasing its share. Metal buttons were coming from America and England. American white pearl buttons were not favoured, although some coloured varieties were.
NORWAY
Information from the ‘Department of Commerce of USA, Special Consular Reports, Foreign Trade in Buttons: 1st April 1916’
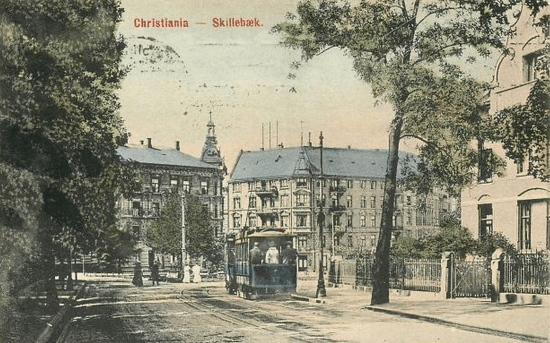
Postcard of Christiania, 1915.
Ready made clothing was manufactured in Norway, but there were only metal and covered buttons being made in Christiania so an import market existed. The traditional exporters had been Italy, Germany and England.
Common types of buttons used, in decreasing order, were vegetable ivory, bone, metal and paper/pressed cardboard. Also used were xylonite, linen, tin, celluloid, stone and glass. The lacquered pressed cardboard buttons were very cheap and came from Germany.
NOUMEA
In 1906 a company was formed for the manufacture of pearl buttons, with a factory built in the Rue de l’Alma. Equipment was imported from France for this endeavour. The factory was to employ 40 people with grand hopes for growth.
Papuan Courier (Port Moresby), 19th October 1928 page 7.
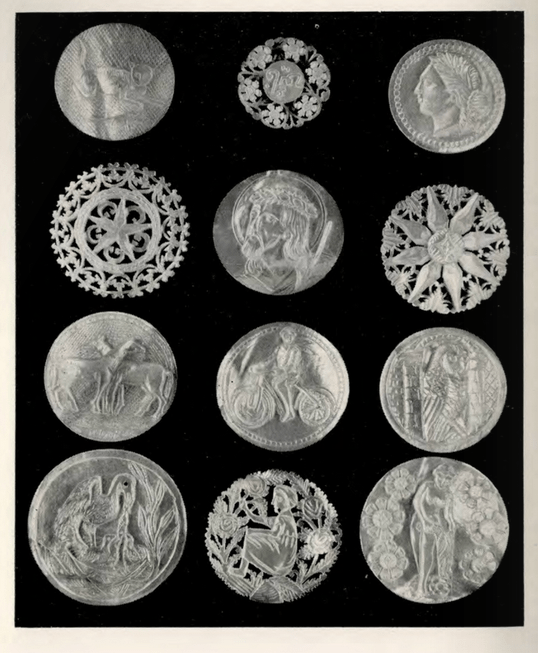
PALESTINE
The article below dates from 1942, published in the November 1948 ‘Just Buttons’ magazine. The region of Palestine was still a British Mandate in 1942. These buttons are currently referred to as ‘Bethlehem Pearls’, and have also been described as ‘Jordon Pearls’.
Page 34.
Page 35.
Page 52.
PAPUA NEW GUINEA

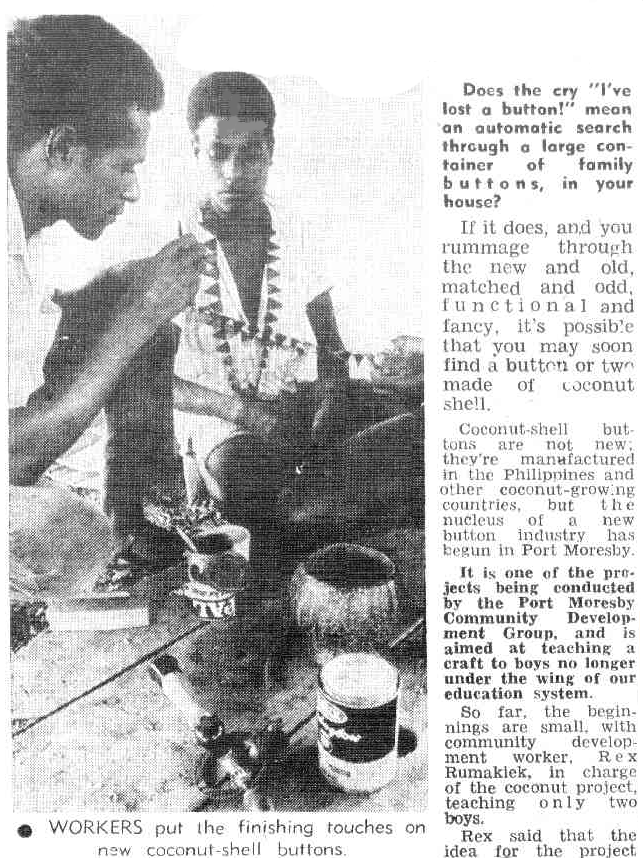
Papua New Guinea Post-Courier (Port Moresby), 5th January 1972 page 19.
PARAGUAY
Information from the ‘Department of Commerce of USA, Special Consular Reports, Foreign Trade in Buttons: 1st April 1916’
All buttons were imported, mainly from France and Germany. Mostly cheaper buttons: MOP, bone, china, porcelain, corozo, wood, and metal bachelor’s buttons. Due to the local climate, the demand was for light coloured buttons for their light coloured clothing. Most clothing was made at home, with the few wealthy people buying their clothing overseas.
PERSIA
Information from the ‘Department of Commerce of USA, Special Consular Reports, Foreign Trade in Buttons: 1st April 1916’
Cloth covered buttons were made in small quantities. Bone buttons were preferred.
PERU
From pre-colonial times local artisans were skilled metal workers. Large quantities of silver mined in Peru in colonial times, with buttons made in the ?19-21st century.
Information from the ‘Department of Commerce of USA, Special Consular Reports, Foreign Trade in Buttons: 1st April 1916’
There was no manufacturing of any buttons. Buttons of all types were imported, mainly from Germany, excepting for vegetable ivory from Italy. Japan had just introduced imitation pearl buttons with increasing sales. Favoured types were vegetable ivory, MOP, metal, horn, glass, bone, glass, composition, porcelain and ivory. Small black glass buttons were important for mourning clothes. Popular types included small novelty, small coloured glass and small brass buttons, also fancy vest buttons and shoe buttons.
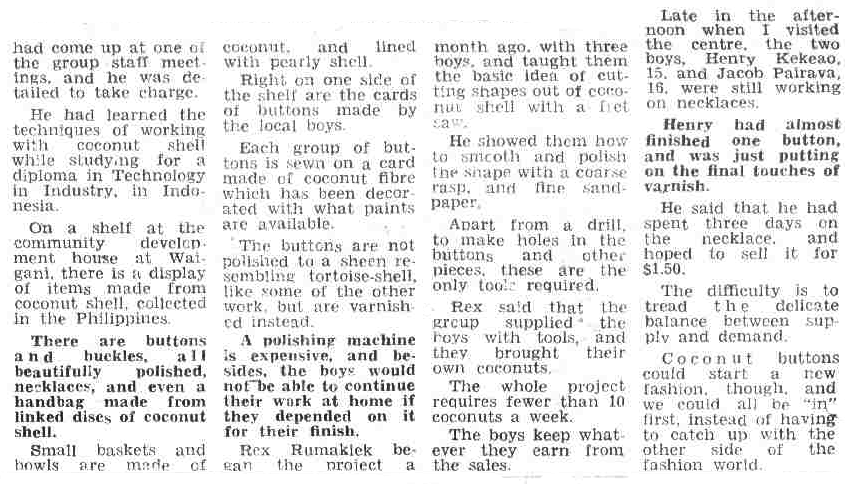
PHILIPPINES
In 1902 it was reported that Filipino tailors made use of locally made buttons as well as imported stock. The locally made items included simple polished wooden disks or domes, the wood including caphor, ebony, and sandalwood. There were also buttons made from locally sourced metal nuggets, and from water buffalo horn.
A ‘Manila Button Factory’ existed for at least 1932-1945.
The Tribune (Philippines), 8th May 1934 page 10.
The Tribune (Philippines), 23rd June 1937 page 1.
Tribune (Philippines), 4th June 1939 page 27.
Tribune (Philippines), 24th April 1943 page 2.
PORTUGAL
Information from the ‘Department of Commerce of USA, Special Consular Reports, Foreign Trade in Buttons: 1st April 1916’
Inferior quality buttons were made at around 8 factories in Oporto from horn, corozo, pearl, glass, slate, wood, metal and cloth. Higher quality products made from glass, porcelain, coloured aluminium and other materials had been imported, pre-war, from France, Germany and Austria. As supplies from these countries had ceased, stocks were low in 1915.
The only exportation of buttons was a small amount to Portugese colonies.
Louropel
Founded in Portugal in 1966. Producing buttons, toggle and buckles from from polymer, urea, nylon, metal, horn, coconut, cork, bone, corozo, wood, and recycled polyester.

RUSSIA (INCLUDING FINLAND)
Faberge made buttons around the turn of the 20th century, in pearl, gold, diamond and enamel.

These are in the Cleveland Museum. Image sourced from Wikimedia.org
Information from the ‘Department of Commerce of USA, Special Consular Reports, Foreign Trade in Buttons: 1st April 1916’
There existed 28 button factories in Moscow and Lodz supplying cheap coconut, Steinnuss (vegetable ivory) and horn buttons. These had existed for less than a decade (in 1916).
The most popular type of buttons in the Caucasus were the cheap four-hole types made from coconut in Moscow. Also popular were imitation-ivory made from composition. Most imported buttons came from Austria-Hungry, and most of these were pearl. Linen and steel trouser buttons had been imported from Poland, but at the time of the report this supply had been completely cut off.
In the Riga district, most buttons had come from Germany and Austria, including buffalo horn, linen, horn, jet, glass, pearl and steinnuss. There was no local manufacturing in this district, and button stocks were very depleted, with dealers hoping to gain supplies from the USA, despite the city’s population being only half of normal, and money tight.
Finland: Note that Finland was part of Russia until declaring independence in 1917.
There was insignificant manufacture of buttons, with 2 or 3 factories doing a small amount of business. Most buttons used locally were bone or horn, but not shell, from Germany and Russia, and Denmark, with better class buttons from France.
SPAIN
Information from the ‘Department of Commerce of USA, Special Consular Reports, Foreign Trade in Buttons: 1st April 1916’
Spain had a significant button industry but still imported a third of its requirements. Its export market had increased due to war time shortages. There were 85 factories making stamped metal items, including buttons, in Barcelona; 18 making imitation pearl in Cardeau; 1 making only vegetable ivory in Gerona and 5 making a variety of non-metal types including bone. Pearl buttons were made in Valencia. Many of the factories were no more than small workshops. Buttons were also made in considerable numbers in homes. Two factories in the Madrid district made cheap grade white metal and brass uniform buttons.
Buttons used locally included bone, imitation pearl, real pearl and novelty buttons, also metal and Irish crochet, horn, celluloid, china, porcelain, composition, papier-maché for shoes and gaiters, and metal and gutta-percha for trousers. Pre-war buttons imported buttons came from Germany, France, Japan and Austria. Composition buttons were called ‘botones de pasta’ and ‘botones de coco’.
There was only one factory making snap fasteners in all of Spain which was unable to meet demand. Most imported snaps had come from Austria; with the closure of this market prices had risen from 40-80cents to $2.50 per gross. Novelty buttons were also in low supply. Black glass were in demand for mourning buttons.
STRAITS SETTLEMENTS
Information from the ‘Department of Commerce of USA, Special Consular Reports, Foreign Trade in Buttons: 1st April 1916’
These territories now form parts of Malaysia and Singapore. There was no local manufacture. Fancy buttons were imported from Germany, Austria and England. The war had resulted in shortages.
SWEDEN
Information from the ‘Department of Commerce of USA, Special Consular Reports, Foreign Trade in Buttons: 1st April 1916’
There were only 4 button factories in Sweden. These made uniform buttons of brass, nickle, iron and lead, including “yellow anchor buttons” for boys clothing. Some were exported to Denmark. Ivory nut and pearl buttons for underwear and shirts were the main demand, also bone, glass and covered; Germany and Austria had supplied most of the pearl buttons and Italy the ivory nut, and England textile covered buttons. German buttons were said to be half the price of American.
AB Sporrong

Sporrong manufactures uniform button, badges and emblems, and other products. It began in Stockholm in 1666 and was taken over by Mr Sporrong in 1842. Since 2018 it has been owned by Kultakeskus OY, a metal processing company. products are produced in a factory in Estonia and elsewhere.
SWITZERLAND
Information from the ‘Department of Commerce of USA, Special Consular Reports, Foreign Trade in Buttons: 1st April 1916’
Metal buttons, primarily used for uniforms, were the only type made in Switzerland. Vegetable ivory (steinnuss) for men’s clothing predominated, also cheaper metal trouser buttons. Fancy buttons of celluloid, glass, cloth, horn, wood and galalith were sold. It was noted that although it had been discovered 10-15 years ago, galalith had only been successfully used for buttons for 4-5 years. Supplies of casein to make it were unobtainable; however, there were large stocks of galalith existing. The Swiss were having no issues obtaining supplies of buttons from the “belligerent countries”. Therefore there did not seem to be encouragement for American manufacturers to sell here.
A report into the production of the film “War and Peace” in 1956 stated that “an entire button factory in Switzerland is working full time just to produce the 100,000 buttons needed for the film’s costumes.”
This Swiss button and accessory manufacturer existed from 1952 but is now in liquidation.
TURKEY (INCLUDING BERUIT AND SMYRNA)
Information from the ‘Department of Commerce of USA, Special Consular Reports, Foreign Trade in Buttons: 1st April 1916’
“In the Anatolian peasant costume, buttons are entirely eliminated in the trousers, which close by means of a cord, like a bag, around the hips. The short, vest-like coat is provided, like all underwear, with cheap porcelain button, which are imported from a few firms in France, Germany, Austria, and Italy.” In 1909 the manufacturers had formed a syndicate and bumped up their prices by 40%. A colour called ‘mineral’, a tone between gray and brown, was the best seller.

Traditional costume of a village bride from the central district of the Sivas province, Central Anatolia. Photo from Pinterest.com, by Jean-Marie Criel.

Traditional parade costume of the people’s militia from Dinar, Central Anatolia. Photo from Pinterest.com, by Jean-Marie Criel.
All buttons were imported into the District around Beirut. About 80% of these were bone buttons from Italy. The other 20% were from Germany and France.
All buttons were imported into Smyrna including pearl, glass, stone, pasteboard, cloth and wood, from Italy, Austria, Germany and France. Metal uniforms, mostly galvanised, were used for the military.
UNITED KINGDOM
General History
“The first manufactory of (buttons) on a large scale was established in the reign of Queen Elizabeth (1558-1603), and the trade rapidly grew into importance. In 1661 the manufacturers had sufficient influence to procure an Act of Parliament forbidding the sale or importation of foreign buttons whatever under a penalty of £50 on the seller, and £100 on the importer … 30 years later the Act was renewed by William III … Some ingenious persons commenced making buttons of wood only, but William III again stepped in, and another statute was passed enacting that no person should make or sell a set of any buttons made of wood only. One too clever man tried to evade the Act by pleading that his buttons were not made of wood only, by reason of their having a wire shank, but his plea was of no use … William imposed a penalty of 40s 8d per dozen on all persons making or selling buttons covered with cloth or any material except velvet, of which clothes were usually made, the object being to encourage the manufacture of the gold and silver buttons. Queen Anne (1702-1714) increased the penalty to £5. George I (1714-1727) tried his hand in enforcing similar protection, and not only extended it to button holes, but went so far as to make the wearer of the offending garment liable as well as the tailor. This was probably in consequence of a petition presented to Parliament that needle-wrought buttons* had been a manufacture of considerable importance. However tailors continued to make cloth buttons and button holes. Birmingham seems to have had a monopoly on the trade, as there is no company of button makers in London.” Edited from a longer article in The Sydney Morning Herald, 15th December 1891; originally from the London Globe.
*In the 17th to 19th century large volumes of needlework, lace and Dorset type buttons were made as a cottage industry in Dorset, Buckinghamshire, Leek and Maccelsfield. This declined due to competition by the metal button industry of Birmingham.
In the eighteenth century, enamelled buttons were being made both in Bilston and Battersea.

Health, Husbandry, and Handicraft: by Harriet Martieau in 1861 , pages 539-40.

Glen Innes Examiner and General Advertiser (NSW), 17th June 1898 page 2.
Information from the ‘Department of Commerce of USA, Special Consular Reports, Foreign Trade in Buttons: 1st April 1916’
Men’s suits (coat, vest, trousers) were usually trimmed with vegetable-ivory. Overcoats required large horn buttons. Tweed suits and jackets sometimes used leather or galalith. Morning coats, which were not being worn as often, used silk covered buttons. Khaki uniforms required metal buttons made in Birmingham. Women’s suits had either vegetable ivory or cloth covered. Cloaks used fancy celluloid or celluloid and enamel. Underwear, shirts and blouses used pearl. Some underwear used linen buttons. Printed celluloid were also popular for women’s wear.
Pearl buttons had been imported from Vienna, but were now coming from America, Japan and France. Buttons were previously imported from Austria-Hungry, Belgium, France, Germany, Italy, Japan, and elsewhere. Because of the war, Austria and Germany were not trading, and France and Italy were not able to supply as much as usual. In general, prices had risen considerably since the start of the war.
There was less ready-made men’s clothing made in England compared with In the USA, so British tailors did a relatively larger trade in buttons than American. Some button types, for example galalith buttons, could no longer be obtained. Metal buckles, snaps and clasps were in short supply.
In 1916 Birmingham, the largest button manufacturing centre in the UK, had around 20 firms pouring out an estimated 9,000,000 gross annual output due to the large military requirements. Also, British firms were meeting the local short fall of $10,000,000 to $15,000,000 of pre-war imports from Germany and Austria.
Since 1865 pearl shell had been obtained from Australia, but in latter years this had become more expensive, so that celluloid, galalith and “variable vegetable preparations” were tending to replace shell.
In Bristol, the production of woolen clothing by both outworkers and factories, including for government contracts, used a lot of buttons. Buttons were also needed for the export clothing trade, and for the manufacturing of waterproofs. The clothing factories of Leeds, “second only to London in size” used large numbers of vegetable ivory buttons, also bone, horn, celluloid and tin, none of which were made locally.
Nottingham had an extensive industry manufacturing blouses, hosiery, gloves, and footwear that needed buttons, including fancy coloured glass, vegetable ivory, pearl and xylonite for women’s wear; metal, bone, vegetable ivory and cloth covered for menswear; papier-machie and pearl for footwear. Pre war only 5% of these buttons came from Britain. Some covered, bone and vegetable ivory had been made locally. Demand for American stocks had increased.
In Wales, no buttons were made. No buttons were imported directly. All were imported from or through places such as Manchester, Birmingham, Leeds and London. There was a need for strong workwear buttons from the industrial centres.
Buttons were not manufactured to any extent in Scotland but imported from Austrian, German and English manufacturers. It was felt that American buttons were too expensive to compete with other markets for menswear, but that this was not a problem for women’s fashions where originality and variety were more important than price. In general the quality of buttons and cloth were not as good as they had been. Before the war “black braid buttons made in Barmen, Germany” were popular in Glasgow, as were ivory nut. Fresh water pearl buttons “plain, white, smoked, fancy, coloured and carved”, were being imported from America, as were ivory nut and papier maché. Japan and Italy were also supplying buttons. It was noted that the quality control of American pearl buttons was not as good as that of the Japanese.
The only buttons made in Ireland were crochet buttons. The local clothing industry was centred in Belfast, using large quantities of pearl and bone (actually vegetable ivory) buttons, with composition coat and metal trouser buttons from America. The better quality pearl buttons were bought from England, lesser quality from America, England and Italy. It was felt that the British and American metal and composition fashion buttons were inferior to the Austrian and German ones they replaced.
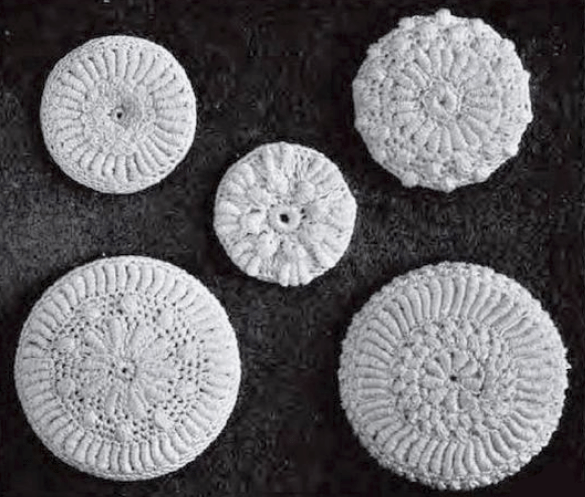
Irish crochet buttons from a 1908 pattern book.
Ireland
In the 18th-early 19th century there was a strong trade of die-sinking in Dublin, with many making buttons as well as medals and seals. Dr. William Fraser wrote in 1885-6 in the ‘Journal of the Royal Historical and Archealogical Association of Ireland’ that ” Actual button making has been extinct for many years … (In 1765 and for many years afterwards ) … “the trade of die-sinking in Dublin was renumerative; for there was much demand for buttons struck in metal, which was so well paid that the workmen who fabricated heavy gilt buttons then in ordinary use for gentlemen and their servants’ liveries – were able to earn large wages, and seldom worked above three, or four days each week … Change of fashion has long destroyed this lucrative employment … from about 1750-1800, buttons were made quite flat, of a single plate of metal with the stem brazed on the back. The domed button (convex) was still a single plate, came into use about 1780 (until about) 1820. After that the button made of two plates joined together around the edge came into general use, except in the case of servants’ livery buttons, many of which are still made into flat or convex single plate form”
Bogwood buttons (often from oak or pine long submerged in peat bogs) were made in Ireland, mostly in the 19th century.
Malta
Information from the ‘Department of Commerce of USA, Special Consular Reports, Foreign Trade in Buttons: 1st April 1916’
At the time Malta was a British colony.
Most button trade was done by tailors, as there was no ready-made industry. Pre-war they were imported from Austria-Hungary, Germany, France, Italy and England. As most Maltese were of the agricultural class, cheaper buttons predominated.
Daily Herald(Adelaide), 27th November 1914 page 2. This is regarding workers in Hoxton, London, during the war.
Port Lincoln Times (SA), 4th December 1936 page 7.

Geraldton Guardian and Express (WA), 18th March 1941 page 4.

The Evening News (Rockhampton,Qld), 29th March 1941 page 5.
Wodonga and Towong Sentinel, 19th December 1941 page 4.
Bunyip (Gawler, SA), 24th July 1942 page 1.
Birmingham
Illustration showing workers making gilt buttons, Elliotts factory, Birmingham: die-stamping button blanks. 1844.
Birmingham was one of the main button making cities of the world.
Early history
Birmingham’s growth from a 7th century village to a 12th century market town to a large city in the 19th century was largely based on metalworking industries. Textiles, leather working and iron working were local industries from medieval times. The button production started in Birmingham in the Middle Ages using horn and bone from the local meat trade.
By the early 16th century, the metal working industry was increasing in importance, with tools, knives, nails and other goods being made by an increasing number of smiths and artificers then traded to cities around Britain, and later, the world. The trade became specialised, including hiltmakers, bucklemakers, scalemakers, pewterers, wiredrawers, locksmith, swordmakers, solder and lead workers. An act prohibiting foreign button importation in 1662 encouraged the local production of buttons. The earliest records of local button makers start in the 17th century.
18th Century
In the 18th century, Birmingham was a centre of development in science and technology which lead to innovation in manufacturing and in turn to the first Industrial Revolution (c.1760-1820). This was because the city enjoyed more political and economical freedom than some parts of the country and also economical factors that favoured entepreneurs. One important innovation in 1775 was the industrial steam engine by James Watt and Matthew Boulton, which would power manufacturing machinery. At this stage Birmingham was the third most populous city in England.
As the city was not a port, unlike other main industrial cities of the time, it specialised in small, high value metal items (known at the time as ‘toys’) such as buttons, buckles, guns, snuff boxes, watches and jewellery, rather than bulk commodities such as cotton. As well as technical innovations, there developed the innovation of extreme division of labour, for example where the fifty to seventy processes to make a button were performed by a similar number of workers. This proved to be very productive and gave an advantage over other manufacturers. The manufactures were quick to respond to changes in fashion and to produce new products, as shown when metal shoe buckles went out of fashion: industry responded by focusing on buttons instead. Some early buttons produced were possibly ‘linked buttons’ (like cuff links), which were worn by both men and women.
In 1713, the first button maker to be recorded by name, Justin Amarongen or Amoronger, died. In 1739, Mr Baddeley, who invented tools that assisted button production, such as the oval chuck, retired. From the 1730s onwards John Taylor (originally a cabinet maker) was successful in the mass production of gilded metal buttons. He was a pioneer in the use of the process of division of labour and an expert in japanning( black enamelling). He also made steel buttons. The weekly produce of buttons alone at his works was at one time estimated at not less than £800 a week. In 1749 Matthew Boulton junior joined his father’s metal button making business. He perfected the production of cut-steel buttons. Such buttons sold at 140 guineas per gross.
As well as metal items, the city also produced buttons of fabric, wood, bone, horn, glass and pearl shell. Sketchley’s Directory of 1767 lists the variety of button manufacturing: ” This branch is very extensive and is distinguished under the following Heads viz. Gilt, Plated, Silvered, Lacquered (possibly japanned), and Pinchback [pinchbeck], the beautiful New Manufacture Platina, Inlaid (with cut steel studs), Glass, Horn, Ivory, and Pearl: Metal Buttons such as Bath, Hard and Soft White, &c. there is likewise made Link Buttons in most of the above Metals, as well as of Paste, Stones, &c. in short the vast Variety of sorts in both Branches is really amazing, and we may with Truth aver that this is the cheapest Market in the World for these Articles.” Note: Pinchbeck, ‘Platina’ and ‘Bath’ were fine brasses which mimicked the look of gold. Papier-maché buttons were patented by a Mr Clay in 1778.
After a ban on importing pearl buttons at the end of the 18th century, Birmingham became famous for production of mother-of-pearl buttons; the shells being imported from Australia, Malaysia, the South Pacific and the Americas. According to the website ‘oldcopper.org’ , “ … in 1780 there were 104 listed button manufacturers, at a time when men were paid 7 shillings a week and children one shilling a week when they reached the ripe old age of ten years.”
In the late 18th century, most button production was done by families in their own yards, each performing a given step in the process of making a button. The city was able to compete with local manufacturing in places like France and Holland as they were price competitive due to the mechanical and labouring processes they had developed. Portugal and Spain ended up prohibiting Birmingham metal ware from being imported to protect their own manufacturers.
19th Century
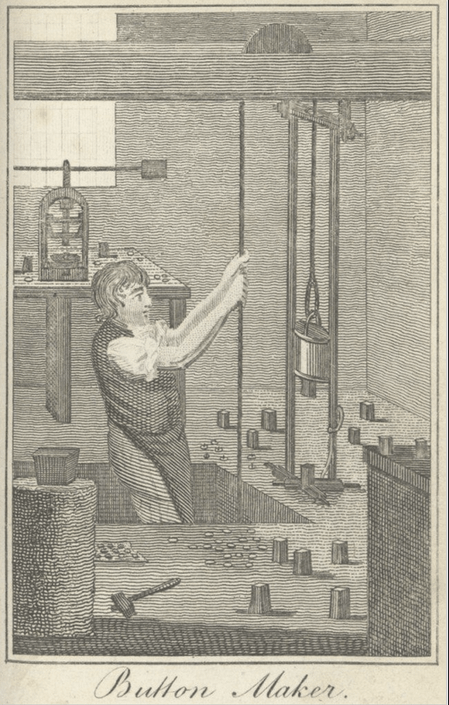
From ‘The book of Trades, or Library of Useful Arts Part III, 3rd Ed. 1806.’ The worker raises a weight with a die attached to stamp a design upon the buttons.
In 1801 horn buttons were selling for as low as 5-1/2d per gross. In 1807 Benjamin Sanders senior returned to Britain and started manufacturing in Birmingham. In 1812 ‘Maltese’ buttons, glass beads mounted in metal, were made in large quantities. In 1825 flexible (cloth) shanks were patented by Benjamin Sanders junior.
Around 1837 gilt buttons went out of fashion, however some manufacturers continued to make these for uniforms or fancy wear, whilst others converted to materials such as brass, jet, ivory, Florentine and silk (covered), tortoiseshell, pearl, bone, and horn buttons. Fancy silk buttons with a centred pattern patented by William Elliott were very successful and popular for a while. Porcelain and glass buttons were not produced in Birmingham at this stage. The fashion was for fewer and less ornate buttons than previously.

The South Australian Colonist and Settlers’ Weekly Record of British, Foreign and Colonial Intelligence (London), 18th March 1840 page 95.
In 1841 R. Prosser of Birmingham patented a method for making porcelain buttons, and the 3-fold linen button was invented by Humphrey Jeffries and patented by John Ashton. This would completely overtake the Dorset button for use in underclothing.
The Australian (Sydney), 31st March 1842 page 3.
c.1857: Vegetable ivory, or Corozo nut, introduced to the button trade.
In 1862: Alexander Parkinsine patented ‘Parkesine’, the first form of celluloid, which would decades later change the button industry.
During this century the industry changed from mainly small workshops to large factories. In 1830 there were approximately 17,000 people involved in the button industry. As production became mechanised within larger factories this number dropped to around 6,000 by 1865, according to a report by John Pemberton Turner. According to him there were:
1,200 employed in metal button making
1500 ” ” linen and covered “
2000 ” ” pearl “
700 ” ” vegetable ivory “
600 ” ” glass,bone,horn,wood etc “
Around 300 of these were engaged in making small glass buttons for shoes. About two thirds of button workers were women and children, some as young as 6 years, as they were cheaper to employ. The writer would have preferred the women to be kept at home attending “to useful housewifely duties, and seeing that her home is orderly, neat, and clean for her husband’s reception and comfort”.
Stamping, pressing, piercing and polishing were now performed using newly developed machinery. An exception to this was the production of pearl-shell buttons which, due to the fragile nature of the shell, were still made by more highly skilled and highly paid craftsmen in small workshops.
From The Illustrated London News, 1851.
20th Century
Daily Standard(Brisbane), 14th September 1914 page 3.
The Globe and Sunday Times War Pictorial (Sydney), 13th February 1915 page 24.
During the first and second World Wars, Birmingham’s industrial output was very important to Britain. Much of the button trade was given over to war time requirements. For example, at J. R. Gaunt & Son Ltd., the company employed over 600 people and worked round the clock, supplying cap badges and buttons for every branch of the Empire’s Armed Forces.

Post WW2, political policies tried to limit both the city’s population growth and industries in an attempt to grow other locations, with a resultant decline in diversity. “The City of Thousand Trades” became the city of British Leyland. In the 1970s its industrial economy collapsed with the loss of 200,000 jobs, mainly from the manufacturing sector. An article (see 3rd reference below) stated that in 2012 the last Birmingham button manufacturer, James Grove and Sons, closed down; however Firmin & Sons Ltd, formed in 1655, still exists, although now, quote, ” we are now a designer and supplier of every form of uniform, livery or badge, and the accessories and accoutrements to go with them.”
Manufacturers
Allen & Moore, Birmingham
John Allen and Joseph Moore (1817-1892) were die-sinkers of Birmingham. In 1844 they went into partnership together in Great Hampton Road, producing buttons, medals and other items. They were listed in the 1851 Great Exhibition as showcasing metal buttons. Unfortunately, the business failed in 1855. Joseph Moore continued on his own as a die-sinker until his death.
In 1861 a book entitled Health, Husbandry, and Handicraft by Harriet Martieau included a section on Allen & Moore. It was noted that they had made 3,000 steel dies within a 3 year period. See chapter XIV , https://www.google.com.au/books/edition/Health_Husbandry_and_Handicraft/xsgBAAAAQAAJ?hl=en&gbpv=1&printsec=frontcover
Unfortunately, although many images of Allen & Moore medals are available online, I have not found one of their buttons. For information about Mr Moore, see https://en.wikisource.org/wiki/Dictionary_of_National_Biography,_1885-1900/Moore,_Joseph_(1817-1892)
Armfield & Son/Armfield & Co ltd/E. Armfield

1860 advertisement.
Edward Armfield (1759-1821) was born in Birmingham. His grandfather had been a ‘toy (small item) maker’ and father a lock maker. He was the proprietor of the plated and gilt button factory, “Armfield & Son” at 9-10 Newall Street and Bath Row, Birmingham, established in 1763 and listed as a button maker by 1783. His sons Edward (1790-1858) and William (1793-1835) became partners in the button factory at now called “Armfield & Co”. They were known for their naval, military,livery, golf and ‘real stone’ buttons.
According to author Victor Houart, partner Charles Frederick Perkins took over the business upon Edward’s death in 1858. His son and grandson continued in the firm until the factory was destroyed by a bomb in 1940.
Bartleet & Sons
In 1828 upon the death of Thomas Bartleet the sons continued on in the business. They specilised in buttons, thimbles and other sewing related items. There are buttons backmarked “Bartleet & Sons Warranted”, presumably from this firm. They were listed in directories from 1818-1876, but I cannot find out more about them.
The London Gazette, Jan 1828, page 1254.
Benjamin Sanders & Sons
Benjamin Sanders (1763-1852) lived a colourful life, travelling and trading around the world. With his sons Benjamin junior (1796-1840) and Thomas Tudor Sanders (1805-1881) he made an enduring mark on button manufacturing. Whilst the firm was not always located in Birmingham, it was there for a period, and also in nearby Bromsgrove (13 miles SW of Birmingham).
Benjamin was born in Worchester (31 miles SW of Birmingham) in 1763. In the 1780s he was a tailor in London. He took his family to America in 1792, surviving storms and pirates. They spent 3 year in New York, surviving yellow fever, then set off for Copenhagen, surviving another storm and a French man-of-war. After building up a profitable business, Britain declared war on Denmark and bombed Copenhagan including Sander’s own house! Not surprisingly, he needed to return to England in 1807 and start again.
Whilst living in Lambeth, South London in 1813, with the technical assistance of his name-sake son, he patented the production of cloth covered buttons by machinery. The machine had to stamp out the parts, attach a shank to the back then cover the whole with fabric.
![]()
From a list of 1813 patents granted.
The buttons were cloth covered in which the cloth was held in position with a metal plate with a slot. The shank was secured to the body, passed through the slot and opened with a skewer to hold it tight.
He then moved to Birmingham to take advantage of his patent in the centre of the button making trade. He moved to nearby Bromsgrove in 1821, another button-making town, to get away from his competitors, first in High Street then at Sidemoor Mill. In 1825 his son patented the “flexible shank button”. This type of button had a cloth patch protruding through the metal back plate. This allowed the button to be stitched snug and flat onto the garment.
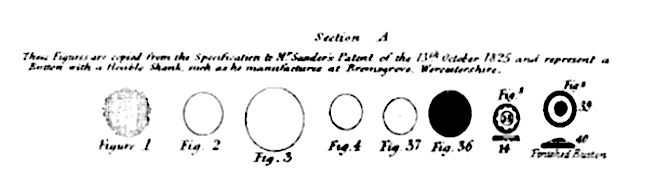
Later they patented a 3-part metal version with a steel back plate and a loop shank instead of the cloth patch. This is referred to as the “Sanders type” button. They also invented the modern ‘snap-fastener’.
The parts are fastened together by turning the edge of the front shell over the back piece.
By 1830 there were 300 employees, mostly women earning one shilling and one pence per day. George Nicholls became manager then later a partner in the firm. His son left school to become manager after his father’s sudden death in 1890, aged only fifteen. He bought the firm in 1908. However, It still trades under the name of Sanders as a badge making firm, however button production ceased around 2014.
New inventions and changes in fashion dictated the sorts of buttons produced by the firm over time:
1825-late 1890s: covered buttons.
Early 1900s: velvet covered, braid covered, satin covered. Starts to make ladies’ buttons. Celluloid.
1923: Casein buttons started.
1924: Bought the Worcester Button Co, that specialised in leather and branded trouser buttons.
1930s: gilt and chromium plated, Injection moulding
1940s: due to war-time shortages, buttons from waste perspex.
Breadalbane Buttons
Brothers William (1795-1847) and Andrew (1797-1869) Smith of Mauchline, Scotland, ran a successful manufactury of wooden ware in Birmingham from around 1810. An article in “Hogg’s Weekly Instructor” in 1847 described the method of making Beadalbane buttons, started a year or two before the article was printed. The buttons were so named after the Marquis of Breadalbane, who had purchased the first set of these buttons. Exerts from the long-winded article are found at http://www.austbuttonhistory.com/7th-may-2022/
The firm obviously had set up another factory in their home village. The ‘Tartan buttons’ became very popular, no doubt helped by the fact that H.R.H. Prince Albert was presented with a set. The process became more mechanised as business boomed.
A set of these buttons produced for Prince Albert sold at auction in 2000 for £12,800.
Buttons Ltd.


Buttons Ltd factory in Ashton, Birmingham, 1920s.
This company formed in 1907 by an amalgamation of several large button manufacturers; Thomas Carlyle Ltd., Harrison & Smith Ltd. and Plant, Green and Manton Ltd. in order to become more competitive. In 1913 they had three sites in Birmingham making buttons, buckles and stampings and employed half the Birmingham button workers. They also made buttons in London. The trademarks of the company included three domes and crossed swords, familiar to button collectors on buttons backs and cards.
The ‘Crossed Sword brand’ had been a trademark of Thomas Carlyle. I do not know if the other trademarks were from the other firms, or also from Carlyle.
The Dome male brand appears on a sample folder of vegetable ivory buttons I have dated 1929.

It was under control of an engineering holdings firm ( Francis Sumner Engineering Co.) from the 1970s with button manufacturing limited to metal uniform buttons.
C. & J. Weldon
Brothers Charles (1817-1882) and Jeremiah (1823-1880) Weldon were in business together from 1851 until at least 1933. (A 1933 dated invoice from the firm is for sale online; so the oft quoted 1910s must be in error.) Their father, Jeremiah senior (1784-1847), had been the cashier for the button manufacturers Hammond, Turner and Sons for the last 15 years of his life.
They were known for their livery and uniform buttons, but as this catalogue shows, also sold waistcoat buttons. See http://www.austbuttonhistory.com/16th-may-2022/
Charles Rowley & Co., Newall St Birmingham
They exhibited Florentine, linen, Holland, covered and upholstery buttons at the 1851 Great Exhibition. Charles (1808-1863) started as a stamper and die-sinker. From 1855-1863 he was a very successful metal button manufacturer.
Courtney & Co., Glouchester
This is a contemporary firm started in 2016 making a small range of Corozo and Codelite (casein) tailoring and short buttons.
Dain, Watts, and Manton
See William Elliott entry below.
Doughty & Co.
There was a partnership “Philipson & Doughty”, but it may not have lasted long, perhaps only around 1829-30. Benjamin Doughty was making military buttons from 1829, becoming “& Co” from around 1836 until 1876.
E. Stillwell & Son
‘E. Stillwell & Son, London’ were, according to their own description, “manufacturers of gold and silver lace and embroidery, military & naval appointments, cork helmet and cap makers, sword cutlers and die sinkers.” Starting around 1825, the firm became “& Son” around 1852 and traded until around 1957.
Firmin & Sons

Firmin & Sons has been manufacturing since 1655, and is the oldest existing European manufacturing company. Starting as button makers, they are ” a designer and supplier of every form of uniform, livery or badge, and the accessories and accoutrements to go with them.” They have supplied every British monarch since Charles II.
Thomas Firmin(g) was a maker of belts from 1655 in London. Note the previously accepted date was 1677 so you will see that quoted. His firm was making buttons from early-mid 19th century, and also operated in Birmingham from 1882 and still has a 38,000-square-foot engineering factory there. It underwent many changes in name over the years as younger members of the family took over, and partnerships came and went. Other button companies well known to collectors have become part of the Firmin group, including J. R. Gaunt & Son, William Dowler & Son, and Smith & Wright.
They were known for their livery buttons and also made plain guilt buttons and American Civil War buttons.
G. & H. Bullivant/ Bullivant & Tipson

The company was founded circa 1800 by Charles Frederick Bullivant (1779-1843), and appear to originally have been called Edwards, Bullivant & Co.
In the London Gazette, 1811.
With Thomas Tipson as partner, the firm became Bullivant & Tipson in 1818 operating in Great Charles Street. They were known for their livery buttons. The partnership was dissolved in 1838. There are also livery buttons backmarked G. & H. Bullivant. They would be George and Henry Bullivant, button makers, Great Charles Street, listed in 1849 and 1868, two of Charles sons. I guess they took over the firm. Under this name they continued into the 20th century.
Green & Baker, Birmingham

Two HMQN buttons made into cuff-links; form the Australian National Maritime Museum.

Victorian Volunteer Cadet Corps 1893-1901.
According to “Birmingham History Forum”, Green & Baker were listed in directories from 1888-1904 as manufacturers of military & naval ornaments, clasps, buckles & belt furniture, livery crest, regimental & metal buttons, cycle accessories & tool makers, at Albert Works, 25 Branston Street Birmingham. They also provided buttons for the NSW Military Forces, Victorian Field Artillery, HM Queensland Navy and the Victorian Rangers.
Green, Cadbury & Richards
The firm was started by Edwin Green in 1858 with Joel Cadbury (1838-1912) joining in 1861. Richards joined in 1877. (Gentlemen’s jewllery from the firm was shipped to Australia, as Green & Cadbury from 1872, then Green, Cadbury & Richards from 1877.) They moved to the great Hampton Street Works (a building that still stands) in 1876 and were employing over 400 people. In 1899 they became a limited company. In 1908 the linen button section of the firm was amalgamated with Buttons Ltd. They were still making studs and links amongst other silverware in 1922.
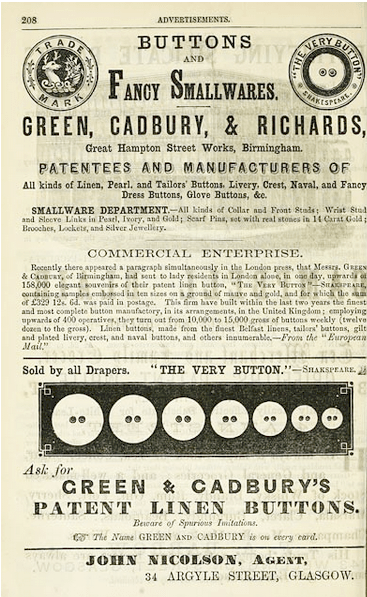
The Australian handbook and almanac and shippers’ and importers’ directory, 1880. The “Very Button”, a plain two-holed linen was the mainstay of the firm and sold around the world.
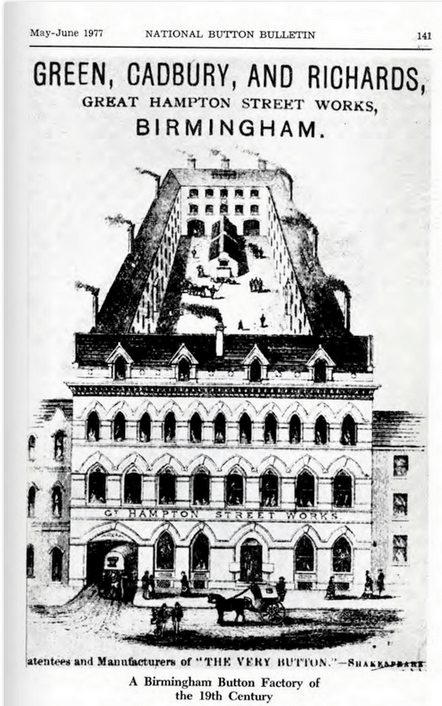
Hammond Turner & Sons

Known for its sporting buttons made in the 1840-50 ,as well as military and civil uniform buttons, livery, sporting and fashion buttons.
Samuel Hammond (1740-1825) was listed in 1781 as a button maker. By 1792 he was in partnership with John Turner (1764-1839) and John Dickinson (-1822). (Unsubstaniated claims are that the company was established in 1717).
It was renamed Hammond, Turner & Sons after Hammond and Dickinson died. It was then run by Turner and his sons William (c.1800-1851) and Samuel (1802-1841). Unfortunately they all died by 1851. A new partner, Bates, joined the firm with a branch set up in Manchester under the name Hammond Turner & Bates that produced buttons. This name continued into the 1880s.
In 1903 they were listed as making “ivory, horn, glass, metal naval, military and other gilt buttons, also studs, solitaires and links, ladies clasos, etc.” Hammond Turner & Sons Ltd. continued until around 1955, making metal wares.
Hobson & Sons
These were military uniform and accroutrement makers, located in London from 1873- 1899.
James Grove & Sons
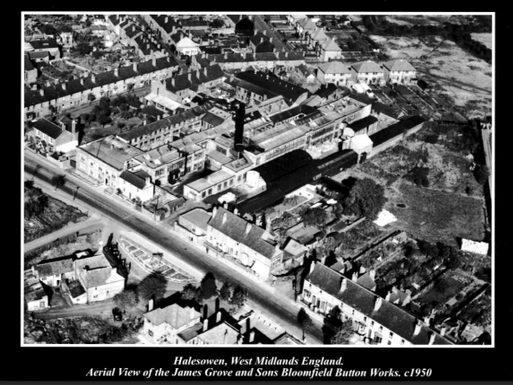
This company was established in 1857 and ceased trading in 2012. They were one of the largest horn button manufacturers in the world. A large part of their output was uniform buttons. As well as horn, they also made casein, polyester, nylon, leather, corozo and shell buttons. The Lining Company is maintaining their web site out of historical interest. See https://jamesgroveandsons.co.uk/
John Taylor
John Taylor (1711-1775)
John Taylor probably developed the first factory in Birmingham in the 1730s for the manufacture of ‘toys’, such as snuff boxes, buttons ,buckles and jewellery. He was known for japanning (decorative lacquering) and also for enameling. He certainly pioneered the use of division of labour as an efficient process of producing goods, eventually employing 500 people. Before the use of this process, button making was so time and labour intensive as to not be very profitable. He made a fortune from producing gilded buttons which were all the fashion, first in Crooked Lane, then in Union Street. When he branched into making steel buttons, his largest rival Matthew Boulton was not impressed, as that was his specialty! He also had a copper/brass mill to produce metal for the button factory.
Along with Mr Sampson Lloyd II, in 1765 he formed the first Birmingham bank, Taylor & Lloyd’s, now know as Lloyd’s T.S.B. On his death his son, John Taylor II (1738-1814), took over the business.

John II Taylor (1738-1814) by Thomas Gainsborough, 1778.
Unfortunately, it is not possible to definitely attribute surviving objects to his manufacture. However, there are enameled buttons in the Wolverhampton Museum that may have been his as they were probably produced from 1745-1765 in Birmingham, when he was the largest manufacturer in the city.

In the MET museum are 4 of a larger set of hunting buttons produced around 1760-1770. They are decorated by transfer printed enamel, a process which Taylor was using from 1765 or earlier.

J R Gaunt & Son Ltd

From oldcopper.org
Known for their military, livery, hunt and shipping company buttons and badges.
From 2007-2010 a collection of buttons from this firm were auctioned off. The description provided by the auctioneers follows:
“The firm of J.R. Gaunt & Son was established in 1884 when john Richard Gaunt and his eldest son, Charles Frederick, left their employment with the long established London military buttonmakers Firmin & Sons to set up on their own. The firm, originally based at the intersection of Clifford Street and Furnace Lane in the Birmingham district of Lozells, prospered and began to supply badges and buttons to uniformed organisations all over the World. By 1895 the business had moved to the city’s Warstone Parade; four years later it was incorporated as a limited company and by 1905 had opened a London office in Conduit Street. After the First World War they purchased a number of other insignia manufacturers, including in 1924 Jennens & Co Ltd, the prestigious family firm of royal button and military ornament makers founded in London in the early years of the 19th century and whose buttons were made at the Jennens-owned Deritend Button Works. With the acquisition of the Jennens business Gaunts moved their London base to Warwick Street.”
The Gaunt family were involved in manufacturing from 1733 and button making from before 1767. James was the manager of Firmin’s button works before deciding to set up his own firm. Charles (1864-1939 ) took over in 1888, aged only 24 years. He filed over 100 patents. Under his leadership the firm concentrated on supplying the Empire (perhaps this is why I have seen New Zealand and Tasmanian buttons made by Gaunt.) They employed over 600 people during WW1, supplying buttons and cap badges for the Empire Armed Forces. They would come to have offices in Montreal, New York, Christchurch, Bombay as well as London.
Over the years they amalgamated with Jennens & Co (1924), Bent & Parker, W. Twigg & Co Ltd, Bent & Parker and Edward Thurkle, (sword makers 1897).
In 1973 they took over Pitt & Co, then the firm left family control, being taken over by the Birmingham Mint (which had started with the purchase of plant from Boulton’s original Soho Mint, so closing a loop from button maker to button maker.) No products were made under the Gaunt name by 1993.
Matthew Boulton
Matthew Boulton (1728-1809) painted in 1792. The Soho manufactory can be seen in the background.
Contemporary with John Taylor, and his biggest rival, was Matthew Boulton Jnr., who probably built the second sizable factory in Birmingham.
His father, Matthew senior, was a buckle and button maker in a small factory. Matthew junior joined the family business in Snow Hill upon leaving school, and soon assumed responsibility for running it. Marrying into money, and taking over the family business after the death of his father in 1759, he was able to afford to build a large factory in Soho. It was built from 1762-65 at the cost of 10,000 pounds. As well as buttons, other goods such as silver plate, silver ware, table ware and decorative goods were produced there.
Soho Manufactory as seen from rear, 1830. Tourists took guided tours of the factory. Credit: Soho Manufactory, Soho, Birmingham. Line engraving by T. Radclyffe after F. Calvert. Credit: Wellcome Collection. Attribution 4.0 International (CC BY 4.0)
In 1775 the Scottish engineer James Watt came to Birmingham. In partnership with Boulton he developed a steam engine business. The Soho factory was therefore able to change from water to steam power. However, it was not just in technical terms that he was successful. Boulton was very skilled in cultivating powerful and wealthy clients, and in promoting the business through advertising. He encouraged quality of product and was always innovating.
From 1762-1782 he had been in partnership with John Fothergill (1730-1781) as Boulton & Fothergill. However, during this time, 1776, the main button trade was carried out in partnership with Charles Wyatt, then for a few months on his own, then in partnership with john Fothergill and John Scale from 1777.
Unfortunately, the partnership with Fothergill was not profitable and ended on bad terms in 1780. John Fothergill died the following year, deeply in debt. After this Matthew divided the firm into two parts. Matthew Boulton & Scale to continued the button making. (The other part of the business was for the silver and silver plate production.) The buttons produced included “general, gilt, plated, silvered, semilor, pinchbeck, plantina, inlaid with steel, polished steel and jettina and steel tags, polished steel watch chains, patent cork screws etc.” The term ‘inlaid with steel’ refers to cut steel. Boulton claimed to have developed the cut-steel buttons (although perhaps not inventing them as is often claimed, he may have perfected them), which was a huge success for the firm. Jasper ware medallions made by Josiah Wedgewood were sold to manufacturers such as Boulton (and others) from 1773 to be mounted as buttons, as well as being sold at Wedgewood’s outlet.

From the Victoria and Albert Museum. # M.3-1969
Around 1796 this partnership ended, and button production continued under the name ‘Matthew Boulton & Button Co.’ until 1809. Matthew had retired in 1800, passing his business on to his son, Matthew Robinson Boulton. He died in 1809.
Although Matthew Robinson Boulton and James Watt junior directed the Soho manufactory after their fathers’ deaths, they did not continue to make buttons apart, perhaps, for steel buttons until around 1832. Most of their business was with their foundry, their mint, steam engines and minting machines. Matthew Robinson Boulton died in 1842 a very wealthy man. The stock and machinery were auctioned off in 1850, then the building demolished.
Neal & Tonks, 13 Great Charles Street, Birmingham
They exhibited ‘real stone and fancy glass’ waistcoat, dress, and shirt studs buttons at the 1851 Great Exhibition. They were pearl, tortoseshell and ivory workers. Thomas Tonks and David Neal dissolved their partnership in 1875.
R. Bushby, 50 St Martin’s Lane, London

A partial backmark on the back of a silver military uniform button.
The British Museum has a 1805 dated bill in its collection that notes “Bought of Robert Bushby, Late Manager to Mr. John Williams. Military & Naval Button Manufacturer… An extensive assortment of rich dress Buttons.” John William was at that address from approx 1791-1800, aand Bushby from 1800-1824. He made military, naval and livery buttons.
Samuel & Thomas Aston/John Aston & Co.

From oldcopper.org
John Aston (1802-1882) was a contemporary, and rival, of Benjamin Sanders. His grandfather William (born before 1730, trading at Princip Street), father Samuel ( 1754-1820) and uncle Thomas had also been in the Birmingham button trade. John, with brothers Thomas (1789-1855) and William (1787-1842) took over the family firm of ‘Samuel and Thomas Aston’ at St Paul’s Square, after their father’s death until 1823. John then continued with Thomas only until 1833, then on his own account. He manufactured Florentine and silk buttons under the name ‘John Aston’ as well as gilt and plated buttons as ‘ John Aston & Co.’
In 1825 John patented a fabric button, similar to that Sanders had patented in 1813. Sanders challenged this is court in 1832.
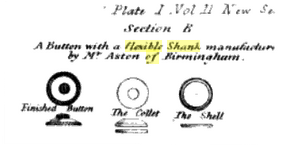
He patented a button making press in 1841 that was displayed at the 1851 Great Exhibition. (It was the fabric buttons of people like Sanders and Aston that resulted in the demise of the Dorset button industry.) In 1841 he patented and manufactured the invention of Humphrey Jeffries of a three-fold linen button, which became hugely successful. By 1841 the firm employed 356 people. A directory of 1878 describes the company as “manufacturers of plain & fancy silk buttons, fancy linen buttons, Florentine buttons, the original patent linen buttons & the patent triplicate linen buttons”, located at the Eagle Button Works, Summer Hill. He retired as a partner of John Aston & Co in December 1879, and the business was carried forward by his sons Thomas Lawrence Aston (1829-1892) and George Lyttleton Aston (1839-1902), together with William White.
Smith, Kemp & Wright

In 1838 John Skirrow Wright (1882-1880) found work at the Birmingham button makers, Smith & Kemp (George Smith and John Kemp). He would become a partner in 1850, and eventually the sole proprietor. In 1861 when John Kemp left the partnership, the firm had become Smith & Wright, then Smith & Wright Ltd in 1888.
They were well known in the 1850s for their silver plated military and other uniform buttons later on they expanded to buttons of horn, bone, ivory, MOP, papier mache, steel, enamel, zinc, glass, and wood. They merged with the Firmin Group in 1969.

From oldcopper.org
In 1990 it became part of the Firmin Group.
Detail from 1880 portrait. He is remembered as the inventor of the postal order.
Thomas Carlyle, Birmingham
He was a Birmingham button manufacturer from 1875. His firm was registered in 1897, then merged with others to form Buttons Limited. (See above.)




William Aston, Prinsep Street Works, Birmingham
See above entry for Samuel & Thomas Aston/John Aston & Co.
They exhibited Florentine, linen, Holland, covered and upholstery buttons at the 1851 Great Exhibition. In 1864 there were 60 men, 300 women 100 girls aged 7-13 and 200 14-17 years, and between 100-200 “boys and youths”. The factory was very crowded and noisy with poor ventilation. The factory may have ceased before 1876. The books and dies of this firm were purchased by Harrison & Smith. They merged with two other firms to become Button Ltd in 1907.
William Dowler & Sons Ltd.

From oldcopper.org
Established by 1774 as a ‘brass foundry in Birmingham, and making buttons since around the 1820s, they produced uniform buttons. The firm became ‘Limited’ in 1903, and merged into the Firmin group in 1969.
William Elliott & Sons
William Elliott founded his firm around 1818 in Regent Street, specialising making naval and army uniform buttons. He took out five patents for improvements in button manufacturing between 1837-1851, including one for a fancy silk button with a centred pattern that was so successful it made the firm one of the largest in Birmingham. He also improved upon the 3-fold linen button patented by John Ashton. Around 1850 the firm was taken over by partners Dain, Watts, and Manton, which became Watts & Manton in 1869.
W. Jones & Co.
William Jones and Company were Button and Military Ornament Manufacturers , of 236 Regent Street, London W.from arond 1859-1893. They were renown military uniform specialists.
http://www.austbuttonhistory.com/8th-may-2022/
https://en.wikipedia.org/wiki/History_of_Birmingham
https://oldcopper.org/makers/brummagem_brass.php
https://www.firminhouse.com/about-us/about-us-firmin-sons/
https://en.wikipedia.org/wiki/Firmin_%26_Sons
https://www.revolutionaryplayers.org.uk/birmingham-the-toyshop-of-europe/
http://www.astonbrook-through-astonmanor.co.uk/pearl_buttons.html
https://en.wikipedia.org/wiki/John_Taylor_(manufacturer)
http://mappingbirmingham.blogspot.com/2019/08/artisan-trades-button-making.html
https://mappingbirmingham.blogspot.com/2019/07/john-taylor-birminghams-first-factory.html
https://en.wikipedia.org/wiki/Matthew_Boulton
https://historywm.com/articles/matthew-boulton-and-the-soho-enterprises
http://www.visitoruk.com/Kidderminster/sidemoor-C592-V26818.html
https://www.worthpoint.com/worthopedia/antique-smith-kemp-wright-birmingham-159416813
https://en.wikipedia.org/wiki/John_Skirrow_Wright
https://hammond-turner.com/history/the-penny-magazine-supplement-on-birmingham/
According to the UK Detector Finds Database, manufacturers began to mark the backs of buttons with their names and addresses in the second half of the 18th century. For lists of manufacturers and their backmarks, see:
https://www.oldcopper.org/index.php
https://www.ukdfd.co.uk/pages/button-makers.html
http://www.angelfire.com/wa/dianaspage/BritishButtonBackmarks.html
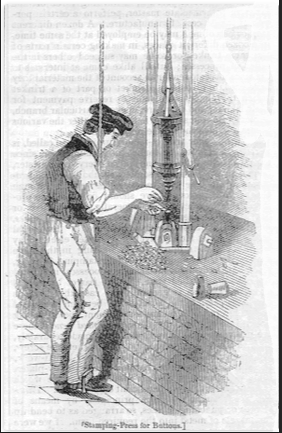
‘Stamping-Press for Buttons.’
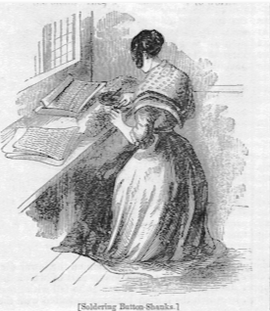
‘Soldering Button-Shanks.’

‘Burnishing Buttons.’
The Sydney Moring Herald, 10th May 1939, page 12.
UNITED STATES OF AMERICA
For the first century of colonisation of America, most buttons were supplied from England although people could make their own moulded pewter buttons. In the mid 18th century, silver and pewter button production started in Waterbury. Commercial scale production started late in that century, both pewter and gilt. The iron wire shank was introduced around 1800. Soon after the production of brass buttons began in Connecticut and Massachsetts.
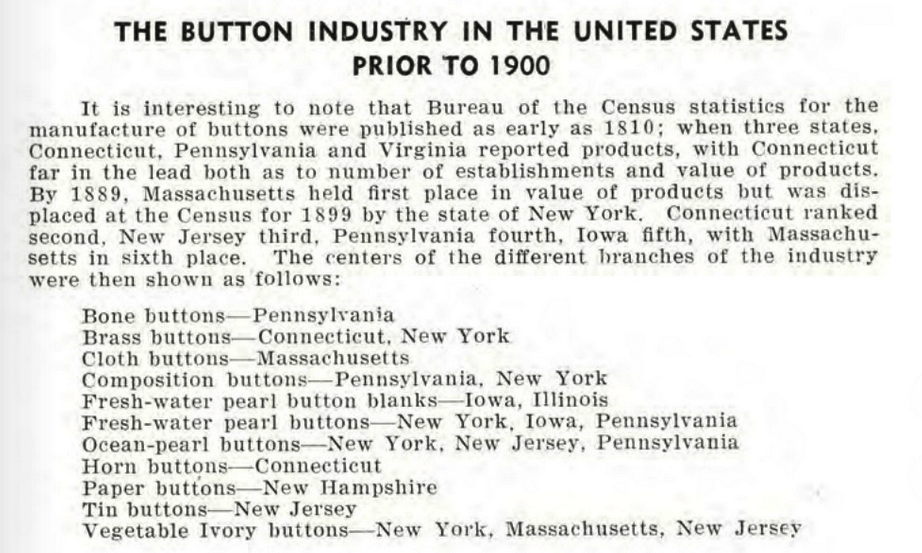
National Button Bulletin, March 1949 page 85.
Evening Star (Washington), 29th July 1905.
In 1890 new import tariffs were introduced to protect local industries. From this time until 1923 (but not exclusively) imports were to be marked with “Foreign”. The new high tariffs resulted in a boom in the button industry. Parts of an article about this effect follow:

The Australian Star (Sydney), 2nd November 1891 page 8.
Australian Town and Country Journal (Sydney) 16th February 1901 page 31.
The Australiasian (Melbourne), 26th August 1905 page 25.
The Worker (Wagga), 22nd February 1912 page 7.
‘Department of Commerce of USA, Special Consular reports, Foreign Trade in Buttons: 1st April 1916′
This report was commissioned to supply information to the American industry for the potential growth in trade. Although exporting was still happening from Great Britain, Italy and France in 1915, these countries were experiencing increased demands for uniform buttons, and problems of supply. This allowed for countries such as Japan and America to increase their exports. For American manufacturers however, a challenge was to match the low cost of buttons formerly sourced from Europe.
The trade was worth $19,476,056 in total in 1914. The table below shows that pearl button industry was the largest branch in quantity and value, followed by vegetable ivory.
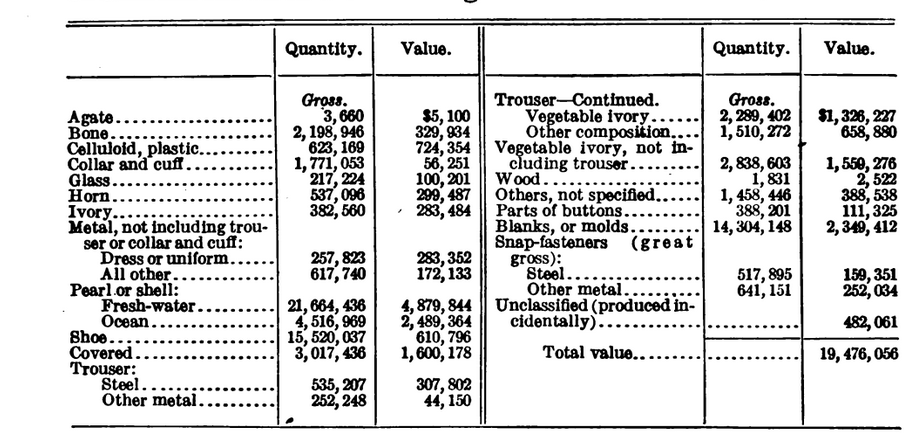
1914 output of American button factories.
America’s exports had nearly doubled in value from 1914 to 1915, with England, Canada, Australia and Cuba the largest purchasers. About two thirds of all vegetable ivory buttons were made in New York State. Two thirds of pearl button blanks were produced in Iowa but almost one half of finished pearl buttons were made in New York. Nearly all the bone buttons were made in Pennsylvania. In 1916 there were around 20,000 people involved in the fresh-water pearl button industry. In 1917 around $45,000 value of these buttons were exported per monthly, with large quantities going to central and South America. There were 112 ocean pearl factories in America in 1918, with most of that shell coming from the west coast of Australia.
The Border Morning Mail and Riverina Times (Albury, NSW), 23rd August 1919 page 6.
‘Prices in the Button Industry 1919’
United States War Industries Board produced 50 bulletins about wartime prices in different industries. Apparently this was a useful endeavour! Concerning buttons, they looked at fresh water and ocean pearl, vegetable ivory, metal, bone, glass and shoe buttons.
It is a large report so I’ll be selective. If you wish to read the whole report: https://babel.hathitrust.org/cgi/pt?id=hvd.li5cic&view=1up&seq=3
Until 1890 (the year import tariffs were implemented) the country’s supplies had mainly been supplied by Austria-Hungary and Germany. Due to the effect of the tariffs, imports fell from a five year average of $11,500,000 to $100,000 in 1891.
In 1914 five states produced over 80% of the buttons manufactured in the USA. These were New York with 245 factories, Iowa with 81, New Jersey with 60, Pennsylvania with 24 and Connecticut with 18. The value of the entire output was over $20,000,000.
Fresh-water pearl buttons
At the time of the printing of the bulletin, the fresh-water pearl button industry was the most significant in the country. In 1916 there were approximately 20,000 people working in the fisheries and factories. Perhaps a little naively, the fisheries commissioner had declared that “our fresh-water mussel resources will, with proper attention, endure indefinitely”. Shell varied from 1 to 2.5 cents a pound. A reduction in tariffs plus cheap labour had resulted in Japanese manufacturers being able to compete with buttons made from fresh-water shells taken from inland lakes near Hankow and Tientsin in China.
Ocean-pearl buttons
“Until 1886 Manila was the center of the ocean-pearl trade, but of recent years England and the English colonies have come into control, Queensland and Singapore furnishing the largest shipments.” From 1917 imports started to come directly from Australia instead of mostly from London. The value of imports that year were $1,183,680. Varieties imported included white shell from West Australia at 72 cents per pound, yellow shell from Manilla at 58 cents and black shell from Tahiti at 40 cents. These prices had fallen during the war as the large markets of Austrio-Hungry, Germany and France were inaccessible due to blockage of the ports. Japan was also using, at 13-15 cents per pound, Trochus, Takase and Awabi shell. Ocean pearl was used mostly for better grade clothing, whilst fresh-water for medium to cheap clothing. Severe competition with cheap Japanese product was noted, particularly for lower grade product.
Vegetable Ivory buttons
The tagua nuts were imported for the most part from Ecuador, Colombia and Panama. Italian manufacturers were also using the lower quality Egyptian palma dum. Prior to the war, Hamburg was the principal market for tagua nuts and Italy, Austria-Hungry and Germany were large producers of these buttons. Italy had exported over $3,000,000 worth in 1913. During the war “no import licenses would be granted except upon condition that all waste should be turned over to the Gas Defense Service of the United States Army.” In America there were around 10,000 people employed, mainly in Rochester, N.Y. and Newark, N.J. Production had increased with soldiers’ flannel shirts using these buttons. In 1917 the Army used about 325,000 gross and in 1918 this increased to between 700,000 to 800,000 gross!
Metal Buttons
These were mainly produced in Connecticut, New Jersey, New York, Massachusetts and Rhode Island. Buttons were made from locally sourced gold, silver, iron, copper, brass and aluminium, produced in sheets from which blanks were stamped. In 1917 about 750,000 shirt and 2000,000 overcoat buttons were used, rising to 1,000,000 and 300,000 respectively in 1918, as well as large orders of uniform buttons for foreign armies.
Bone buttons
Pre-war, Germany and Belgium imported cattle shin bones from South America, whereas the USA sourced their own from packing houses. Three factories employing 600 people supplied nearly all their domestic bone buttons, mainly for underwear, waists (i.e. blouses) and children’s clothing. They were used by the navy, but not the army. Less than 1% of bone buttons were imported.
Glass Buttons
“To mention glass buttons to the dealer is to bring to mind the factories and skilled workmen of the districts of Reichenburg and Gablonz . The varied use of materials and the skillful blending of colors are trade secrets handed down from father to son, and often one design or particular type of button is the output of a single family.” … “These button makers are the northern Bohemians. There are more German Austrians among them than Czechs.” Importers stocked up in 1914-5 which meant supplies lasted until 1917. After that local demand increased by around 200%. However, not all materials were available and stocks of certain imported colors became depleted. Only about 15 American factories existed.
Shoe buttons
These were mostly made of papier-maché saturated with linseed oil or amber varnish and baked, and produced in New England. Agate buttons were imported. In 1914 15,500,000 gross were produced!
Manufacturers
Art in Buttons: Rochester, New York
Most of the following comes from a booklet in my collection; see also
https://rbj.net/1997/10/03/business-archive-button-company-offers-lessons-for-business-today/
Cover of “Volume XXX March 1927 number 2”
The company was founded in1887 as the M. B. Schantz Company, changing its name in 1904. It absorbed several other button manufactures to become a large company with a reputation for high quality products. In its heyday it supplied buttons for major fashion producers and department stores, producing up to “3,000 different kind of buttons”. They ceased production of vegetable ivory buttons in January 1946, changing to urea formaldahyde and phenol formaldahyde. The company was bought out in 1968, then again in 1983. Increasing competition lead to downsizing, then in 1990 the closure of this iconic Rochester firm.
The booklet proudly boasts of the superior quality ‘ivory’ button produced in its modern factory. It was proud of the fact that whilst ”Other merchandise of all kinds is selling today from 125% to 200% above pre-war prices, while Art in Buttons sells its quality buttons for less than pre-war prices ..” It was marketing also “Fashion Horn”, a vegetable ivory button made to mimic horn, but without the “rough holes and edges which cut the thread and fray the button holes ” as well not warping out of shape. They also had the advantage of uniform appearance, unlike real horn. As well, they were cheaper! The company claimed to be the oldest corporation in the USA exclusively making ‘ivory’ buttons. Its factory was twice the size of the next largest vegetable ivory factory.
From the booklet.
Botsford & Sons
In 1854 this firm located in Leominster, Massachusetts, were making greater than two bushels per day of “Dead Eye” (3 holed) bone underwear buttons.
B. Schwanda and Sons
Benedict Schwanda started exporting buttons in 1882 from Czechoslovakia, but moved to the United States in 1890s. From 1902 they established MOP button factories in New York, Connecticut and Maryland, making high-end plain, carved and inlaid examples, and started to import other buttons from Europe, especially glass but also many other materials. The business closed in 1967, unable to compete with cheap price plastic buttons.
http://www.austbuttonhistory.com/schwanda/
Scovill & Company
This business had its origins in 1802 as Abel Porter & Co located in Waterbury, Connecticut, manufacturing gilt buttons. It underwent many changes in partnerships before becoming Scoville & Co in 1840, then in 1850 the Scovill Manufacturing Company.
Another Waterbury firm making metal buttons, the Waterville Manufacturing Co (originally Leavenworth & Kendrick), was absorbed into this firm. They made beautiful hunting buttons.
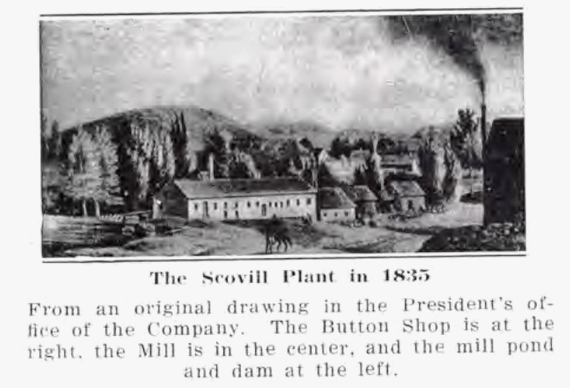
From National Button Bulletin, January 1946 page 33.
The Warsaw Button Company
The Warsaw Button Company commenced business in 1900 in Wyoming County, New York. The plant was located in the center of Warsaw and had a frontage of over 200 feet on South Main Street. It was torn down in 1957 prior to the erection of a supermarket. It employed 250 hands and produced ivory buttons in various designs which were sold in the leading button markets of the country.

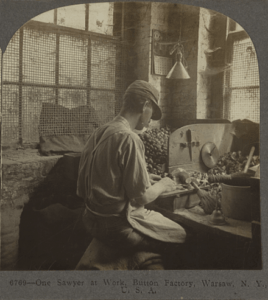
See the Library of Congress for these and other images from the factory taken in 1905.
Waterbury Button Co.
This firm made buttons from 1812 as the ‘A. Benedict Co’, making bone and ivory buttons. He also started producing brass and pewter buttons for military uniforms as supplies from England were interrupted by the 1812 war. He apparently melted down pewter pots and pans to mold into the buttons. In 1829 he started producing brass buttons on an ongoing basis. During the Civil War, both sides used Waterford buttons on the uniforms. The company supplied the buttons for the White Star Line, including for the crew of the Titanic.
The firm mainly made metal uniform buttons, but from the 1950s also made plastic.
It changed names several times, becoming the Waterbury Buttons Companies in 1849 then finally, Waterbury Companies Inc in 1944. In 2000 the button branch was sold to OGS Technologies Inc. returning to the old name of the Waterbury Button Company. It continues to supply uniform buttons in Connecticut for all branches of the U.S. Armed Forces, as well as modern fashion items and reproduction uniform buttons. It supplies golf clubs, railways, police departments and Disneyland. In 2005 it was reported that it employed around 60 people making buttons with brass, gold and silver.
Due to the importance of the button history in Waterbury, Connecticut, there is a Waterbury Button Museum. This was based on a collection originally assembled for the Waterbury Button Co.

Backmark: WATERBURY BUTTON CO.” National Museum of Australia https://collectionsearch.nma.gov.au/icons/piction/kaui2/index.html#/home?usr=CE&umo=68710381
Williston & Hayden/Williston & Knight /National Button/United Button Co.
This began as a home industry of Mrs Lydia Graves and daughters, including Emily Williston, in Easthampton, Massachusetts during 1823. Under the hard work of Emily and her husband Samuel, this became a large and successful cloth covered button manufacturing concern. A partnership with in-laws Joel and Josiah Hayden allowed the manufacturing to become mechanised around 1833. The firm continued under various partnerships and names until 1922.
VENEZSULA
Information from the ‘Department of Commerce of USA, Special Consular Reports, Foreign Trade in Buttons: 1st April 1916’
There was no local manufacture; there was a factory set up to make coconut shell buttons, but it had no money to start operating. Buttons used were ”those suitable for women’s clothing of white goods or cotton prints and for men’s washable clothing of duck, denim, and khaki cloth.” It was noted that the fact clothes were usually washed by pounding them on stones resulted in a higher consumption of buttons! Types used were mainly bone, vegetable ivory and MOP, although all types of buttons were being imported, especially from Germany, Italy and France, but also Spain, USA and Austria. American buttons were considered more costly, but of much better quality.
Venezuela, 1915. Note the light coloured clothing.
WEST INDIES (INCLUDING CUBA)
Information from the ‘Department of Commerce of USA, Special Consular Reports, Foreign Trade in Buttons: 1st April 1916’
There were no local manufacturing excepting for a very small quantity of hand covered crochet buttons from Jamaica.
Mother-of -pearl and bone buttons were preferred, also glass, horn, brass and linen. Before the war these came from Britain, Germany and France; since the war more came from America. In Cuba the preference for quality salt water pearl buttons was strong. In Martinque, there were high import tariffs excepting for French goods for exporters to contend with.