Horn and Hoof Buttons
Both horn and hooves consist of keratin, which can be moulded when heated. There were horn button manufacturers in Birmingham in the 1770s. Horn buttons were imported into the Australian colonies from early in the 19th century, if not earlier. They remained a staple product into the 20th century.

The Australian Women’s Weekly, 6th March 1937 page 7.
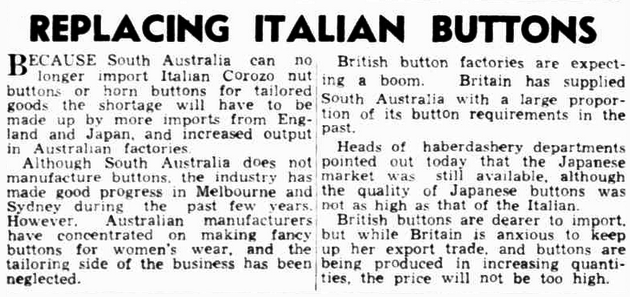
News (Adelaide), 17th August 1940, page 3.
The solid tips could be simply cut into rounds. Whilst those of cattle were most commonly used, that of other animals were also used. Quoting Charles Dickens writing for the Penny Magazine in 1840;
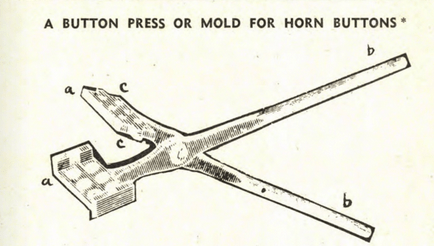
“Cow hoof were boiled in water till soft and then cut in parallel strips by a cutting knife which acts as a lever by having a hinge at one end. These slips, which are of the width of the diameter of the button, are then cross cut into small squares and the angles cut off. The pieces are dyed black by being immersed in a caldron containing logwood and copperas and then dried. A mould is formed something like a pair of pinchers, each half having 6 or 8 small steel dies fastened to it, each die containing the intended impression of the intended button embossed upon it.”
National Button Bulletin, March 1947 page 103.
“When shut close, the opposite dies exactly correspond and represent the entire shape of the button. The mould is heated somewhat above the temperature of boiling water, a piece of horn is placed upon each impression in it and the mould is then closed, and then confined within a powerful press or vise. The united action of the heat and of the pressure forces the pieces of horn to take the exact impression of the two halves of the dies and they come out in the form of buttons, plain or embossed, as the case may be, but with an outer edge a little ragged, this roughness is removed by filing, the button held in a lathe.”
“If the horn button thus made is to have no shank, four or five holes are drilled through it by an ingeniously constructed lathe, but if shanks are required, these must be firmly united to the horn. The shanks are made in a curious manner. Brass or iron is wrapped spirally round a steel bar by the rotation of the bar in a lathe. The coil is then slipped off the bar, forced into a somewhat oval form and then cut through its whole length with two disengaged ends. More recently a little machine has been invented, which by the simple turning of the winch, supplies itself with wire from a reel and delivers it cut and bent the proper figure of the shank; each turn of the winch form a shank. Shanks such as these are inserted in the horn by children who, previous to the pressing into the mould, drill a hole into each button piece and insert the shank. The mould has a cavity for receiving the shank and the pressure closes the horn about it so effectually, that it will not come out. Sometimes horn buttons are made plain, and then have a pleasing device made upon them by placing on their surface a thin plate with a pattern cut in it. by rubbing over the plate with emery powder, the horn will become scratched or deadened thru the holes in the plate, but left polished at other parts.”
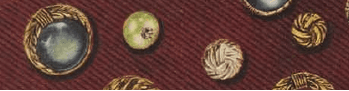
The prepared horn buttons could be dyed to imitate more expensive materials such as turtle shell. They could be inlaid with decorative materials such as pearlshell whilst still warm and malleable. Even scraps of horn and hood could be used by powdering then heating and compressing. The industry provided a source of extra income from meat processors.
Although they have slipped out of common use, James Grove & Son Limited, established in 1857, continued production until 2012 in the United Kingdom.
For any comments or queries, please use the Contact page.